




%20300%20uj.jpg "Ezermester 2024. áprilisi lapszám")



Vázát acélidomokból hegesztéssel kell összeállítanunk. Céljainknak a 20x20 mm-es szögacél és 20x40 mm-es zártszelvényű idomok a megfelelőek. Először az asztal felső keretét alkotó darabokat szabjuk le. Az azonos hosszúságú darabok pontosan egyformák legyenek. Az asztallap keretét szögacélból készítsük el. A keret darabjait vágjuk méretre, végüket fűrészeljük 45 fokban ferdére. A leszabott, derékszögben egymáshoz igazított darabokat csavaros szorítókkal rögzítsük; előbb egy-két ponton összetűzve, majd ha nem mozdultak el a beállított darabok, akkor véglegesen. Ha szükséges most még korrigálhatjuk az esetleges eltéréseket. Ha ezen túl vagyunk, folyamatos varratokkal hegesszük össze a keretet alkotó darabok sarkait. Ezt követően a négy lábat egyenként derékszögbe állítva, csavaros szorítókkal és átlós léctámokkal biztosítva tűzzük, majd hegesszük fel az asztal keretének négy sarkára.
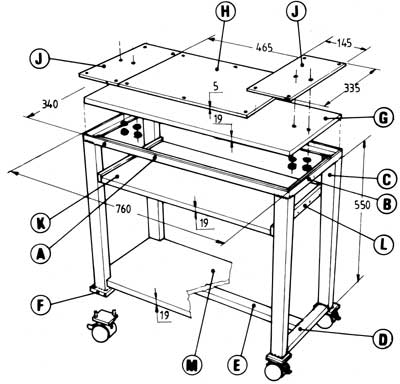 A lábak szélesebb lapjai az asztal hosszabb élével egy síkban álljanak. Az állvány két-két lábát alul egy-egy hevederidommal kössük össze, a lábak végét pedig 5x50-es laposvasból leszabott talpakkal zárjuk le. A lábvégek a talpak közepére kerüljenek, mert ezekre kell majd felcsavaroznunk a masszív, és fékkel rögzíthető bútorgörgőket. Következhet a két lábpárt összekötő idom beillesztése, illetve behegesztése. A befékezhető görgők felfogócsavarjai számára fúrjunk a talpakba menetet, majd a görgőket csavarozzuk a helyükre. Az asztal vázát sík lapra állítva ellenőrizzük, hogy nem billeg-e, majd a műhely padlóján is próbáljuk ki. Ha a lefékezett görgők valamelyike nem éri el a padlót, akkor keményfából alakítsunk ki egy lapos éket, és szükség esetén ezzel egyenlítsük ki a padló egyenetlenségét. A fém asztalváz hegesztési varratait sarokcsiszolóval tüntessük el, majd alapozás után kétszer kenjünk rá vékony rétegben színes zománcfestéket.
A lábak szélesebb lapjai az asztal hosszabb élével egy síkban álljanak. Az állvány két-két lábát alul egy-egy hevederidommal kössük össze, a lábak végét pedig 5x50-es laposvasból leszabott talpakkal zárjuk le. A lábvégek a talpak közepére kerüljenek, mert ezekre kell majd felcsavaroznunk a masszív, és fékkel rögzíthető bútorgörgőket. Következhet a két lábpárt összekötő idom beillesztése, illetve behegesztése. A befékezhető görgők felfogócsavarjai számára fúrjunk a talpakba menetet, majd a görgőket csavarozzuk a helyükre. Az asztal vázát sík lapra állítva ellenőrizzük, hogy nem billeg-e, majd a műhely padlóján is próbáljuk ki. Ha a lefékezett görgők valamelyike nem éri el a padlót, akkor keményfából alakítsunk ki egy lapos éket, és szükség esetén ezzel egyenlítsük ki a padló egyenetlenségét. A fém asztalváz hegesztési varratait sarokcsiszolóval tüntessük el, majd alapozás után kétszer kenjünk rá vékony rétegben színes zománcfestéket.
Munkánkat az asztallap kialakításával folytassuk. Szabjunk le 19 mm vastag faforgácslapból a szögacél keretbe pontosan illeszkedő darabot, és ezt 4-5x15 mm-es facsavarokkal fogassuk a keret alsó száraira. A lap tetejét 4-5 mm vastag alumínium lemezből leszabott darabokkal lefedve tegyük védetté a kisebb sérülések ellen. Ez egyben jó bázis felület lesz előrajzoláskor, méretjelöléskor. A lemezeket ugyancsak 4-5x15-ös facsavarokkal fogassuk az asztal lapjára. A csavarfejek számára természetesen süllyesztékeket kell kialakítanunk, hogy ne álljanak ki a lemez síkjából. Az asztal lapja alá célszerű egy-egy élléccel ellátott tálcát is a lábak közé erősítenünk. Ez olyan távolságba legyen az asztallap, illetve a fémkeret aljától, hogy még akkor se gátolja a különféle gépek felfogását, és a munkadarabok leszorításához használt csavaros szorítók használatát, ha a tálcára kisebb fiókokat helyezünk egymás mellé.
Asztalunk alsó részét sem célszerű kihasználatlanul hagynunk, ezért ide is készítsünk egy rakodólapot, amit a sarkokon - a lábak méretéhez igazodó kivágással - rögzíthetünk a helyére, és szükség esetén bármikor ki is emelhetünk a helyéről. A faforgácslapokból kivágott alkatrészeket mázoljuk le, hogy könnyebb legyen a takarításuk, és szemre is tetszetősebbek legyenek. Az alapmunkaasztal ezzel készen is van, már csak a különféle elektromos szerszámgépünk felfogásához szükséges csavarok helyeit kell kifúrnunk, pl. az asztali fúrógépét, a sarokcsiszoló-, körfűrész- vagy a gérvágó fűrész leszabó-asztalát, mert ezzel könnyebb lesz a használatuk. Ezek helyét azonban úgy válasszuk meg, hogy kényelmes legyen velük a munka. A gépek felfogásához használatos csavarokat a gépfelfogó állvány(ok) lyukainak a mérete alapján válasszuk meg, hosszuk pedig kb. 50 mm legyen.
 A szárnyasanyák alá lehetőleg fakötésekhez használatos nagy átmérőjű acél alátéteket használjunk.
A szárnyasanyák alá lehetőleg fakötésekhez használatos nagy átmérőjű acél alátéteket használjunk.
Egyéb asztali tartozékokat is készíthetünk magunknak, pl. ütközős befogót, a hosszú anyagok megmunkálásához támbakot (vagy ahogy a régi szakik emlegetni szokták jancsibakot), továbbá szintkiegyenlítőt a gépasztalok mellé.
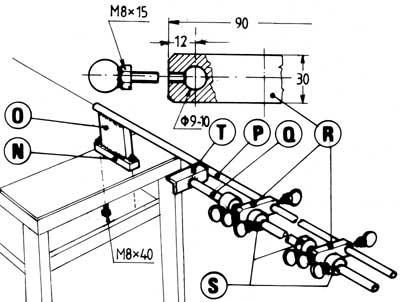
Az ütközős befogó némileg helyettesíti a hagyományos gyalupad anyagbefogó padvasait, e mellett több egyforma munkadarab kialakításakor beállító ütközőként is használható (2). Ennek kialakításához 10-15 mm vastag lágyacél anyagra és 10 mm átmérőjű rúdacélra van szükségünk. A vezetőrudat egy 70 mm magas bak felső élére, a bak alá pedig 10-15x30 mm-es laposvasból 120 mm hosszúra szabott darabot hegesszük fel. A bak felfogásához a talpába fúrjunk két 8,1 mm-es lyukat, és ezeket jelöljük át a munkaasztalra is, mégpedig valamelyik saroktól 150, ill. 75 mm-re. A talp furatai a baktól 6,5-7 mm-re legyenek. A csavarok számára az asztalba is készítsünk 8,1 mm-es furatokat.
Ezt követően a beállító, illetve anyaglefogó rúd alkatrészeit készítsük el. Megvezetéséhez két, 15x30-as idomacélból levágott darabra van szükségünk. A tartó-, illetve a beállítórúd számára fúrjunk lyukakat, majd ezekre merőlegesen - a rögzítőcsavarok számára - fúrjunk M8-as meneteket. A rögzítőcsavarok M8x15-ös méretűek, amelyekre hegesszünk 3 mm-es laposvasból menesztőlapot, e célra azonban szemescsavart is használhatunk. Beállító ütközőként 30 mm-es alumínium vagy acélrúdból levágott, átmenő középponti furattal és erre merőleges menettel ellátott tömböket készítsünk. Ezekből legalább kettőre, de legfeljebb négy darabra lesz szükségünk. Rögítőcsavarjaik ugyancsak menesztőlaposak, vagy gyűrűs-, illetve szemes csavarok. A beállítórúd végére még egy szögacélból levágott lefogó ütközőt is hegesszünk fel, mégpedig átfúrt lyukba illesztve.
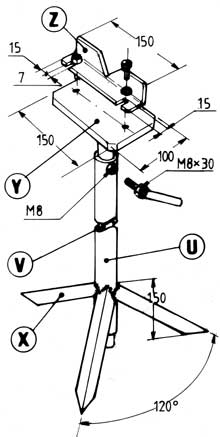
A másik kiegészítő a hosszú anyagok alátámasztására szolgáló bak, ami ilyen esetekben nagyon hasznos segítőtárs. Állványa egymásba illő, 22 és 26 mm átmérőjű acélcső-párból és 20x20 mm-es szögacélból leszabott lábakból áll. A külső csőhüvelyt 500 mm hosszúra vágjuk le, majd a talajtól 50 mm-re függőlegesbe állítva hegesszük fel rá a három lábat. A lábakat egymástól 120 fokra állítsuk be. E lábak helyét célszerű előbb kiszerkeszteni egy sík faforgácslapon, így a hüvelyre illesztésük egyáltalán nem fog semmi nehézséget okozni. A csőhüvely felső végét fúrjuk át, és hegesszünk a lyuk fölé egy M8-as anyát. Szorítócsavarként 30 mm hosszú hengeresfejű csavart használjunk, amelynek fejére hegesszünk egy rúdacélból levágott darabot.
 Az
emelőcső egyik végére - a palástjára merőlegesen - hegesszünk egy vastagabb
lemezdarabot. Ezzel a deszkákat, vagy más sík munkadarabokat támaszthatjuk
alá. A csövek, vagy más hengeres anyag biztonságos alátámasztásához viszont
a támlapra felcsavarozható, "V" bevágással ellátott szögvas betétre lesz szükségünk
(3). Rögzítéséhez 15 mm hosszú hornyokkal lássuk el a támbetétet, és azt M6x10-es
csavarral fogassuk a bak támlapjára. A bak minden darabját - kivéve az emelőcsövet
- előbb csiszoljuk le, majd alapozzuk, végül többször vonjuk be zománcfestékkel,
hogy elejét vegyük a felületi korróziónak. Az emelőcsövet viszont csiszoljuk
fényesre, majd Ferropasszittal lekenve alakítsunk ki a felületén passzívált
védőréteget. Mozgatását vékonyan bezsírozva tegyük akadálymentessé.
Az
emelőcső egyik végére - a palástjára merőlegesen - hegesszünk egy vastagabb
lemezdarabot. Ezzel a deszkákat, vagy más sík munkadarabokat támaszthatjuk
alá. A csövek, vagy más hengeres anyag biztonságos alátámasztásához viszont
a támlapra felcsavarozható, "V" bevágással ellátott szögvas betétre lesz szükségünk
(3). Rögzítéséhez 15 mm hosszú hornyokkal lássuk el a támbetétet, és azt M6x10-es
csavarral fogassuk a bak támlapjára. A bak minden darabját - kivéve az emelőcsövet
- előbb csiszoljuk le, majd alapozzuk, végül többször vonjuk be zománcfestékkel,
hogy elejét vegyük a felületi korróziónak. Az emelőcsövet viszont csiszoljuk
fényesre, majd Ferropasszittal lekenve alakítsunk ki a felületén passzívált
védőréteget. Mozgatását vékonyan bezsírozva tegyük akadálymentessé.
Különféle szerszámgépeink tárgyasztala azonban eltérő magasságú, ezért a nagyobb munkadarabok szilárd felfekvését szintező alátétek alkalmazásával tudjuk csak biztosítani. Ezek magasságát minden gép asztalsíkjához igazítva, facsapokkal összefogott többrétegű szintező alátétekkel oldhatjuk meg. A legalacsonyabb gép asztalszintjével azonos vastagságú anyagból kialakítottat két, az asztallapon átmenő szárnyasanyás csavarral célszerű lefogatnunk. A többi géphez, pl. sarokcsiszolós darabolóhoz, vagy szögbeállítható fűrészelő készülékhez szükséges szintemelő réteget facsappal üssük a lecsavarozott darab tetejére.
Végezetül a munkaasztalunk segítségével lyuk-, körfűrész-, és felsőmarógépeinket asztali kivitelűvé alakíthatjuk, ha a faforgácsalapba talpuknak megfelelő nyílásokat vágunk, és a gépeket alulról a vastag alumínium lemezborításra csavarozzuk fel. Ez a masszív kivitelű asztal azonban arra is lehetőséget ad, hogy fúrógépünket magasító talpra szerelt állványba, vagy szilárd befogónyakba szorítva, keresztirányú faesztergálást is végzünk vele. A hosszirányú faesztergálás sem lehetetlen a munkaasztalra erősített fúrógéppel, ám ehhez már pontosan beállított, forgócsúccsal ellátott szegnyerget kell kialakítanunk, és azt nagyon pontosan a tokmány középpontjába állítva kell az asztalra rögzítenünk. Mindezekből kitűnik, hogy látszólag egyszerű munkaasztalunkat igényeinknek megfelelően igen sokoldalúvá alakíthatjuk. Helyet alig igényel, és még helyváltoztatásra is képes, szilárd talajon bárhová eltolhatjuk.
|
|
Mobilizálható munkaasztal
-

-

- |
-

- |
-

 Az igényes barkácsolók általában arra törekednek, hogy saját műhelyük legyen. Minél nagyobb, annál jobb, hogy a nagyobb volumenű munkákat is el tudják végezni. A lehetőségek viszont általában szűkösek, ezért a műhely lehet garázs, de megfelel egy átalakított pince is. Egy kisebb, munkaasztal viszont mindegyikben elengedhetetlen. Ez azonban lehetőleg mobilizálható legyen, és a különféle szerszámgépek kényelmes használatát, esetenként a terjedelmesebb darabok elkészítését is lehetővé tegye. A most bemutatott fémvázas munkaasztal maga nem mondható nagynak, ám nagyon masszív felépítésű, és különféle kiegészítőkkel ellátva - no, meg egy támbakkal kiegészítve - ideális barkácsasztal (1).
Az igényes barkácsolók általában arra törekednek, hogy saját műhelyük legyen. Minél nagyobb, annál jobb, hogy a nagyobb volumenű munkákat is el tudják végezni. A lehetőségek viszont általában szűkösek, ezért a műhely lehet garázs, de megfelel egy átalakított pince is. Egy kisebb, munkaasztal viszont mindegyikben elengedhetetlen. Ez azonban lehetőleg mobilizálható legyen, és a különféle szerszámgépek kényelmes használatát, esetenként a terjedelmesebb darabok elkészítését is lehetővé tegye. A most bemutatott fémvázas munkaasztal maga nem mondható nagynak, ám nagyon masszív felépítésű, és különféle kiegészítőkkel ellátva - no, meg egy támbakkal kiegészítve - ideális barkácsasztal (1).
További érdekes cikkeinkről se maradsz le, ha követed az Ezermester Facebook oldalát, vagy előfizetsz a nyomtatott lapra, ahol folyamatosan újdonságokkal jelentkezünk!
 Cikk elejére
Cikk elejéreSzólj hozzá a cikkhez!
Be kell jelentkezned,
hogy hozzászólhass a cikkekhez!

![]()
![]() Ezermester, Facebook, vagy Google fiókkal is bejelentkezhetsz.
Ezermester, Facebook, vagy Google fiókkal is bejelentkezhetsz.

Munkapadok
Kevés háztartásban van olyan hely, ahol az előforduló javítási és szerelési munkákat ideálisnak mondható körülmények között lehet elvégezni. Ezen a problémán azonban könnyű segíteni, csak egy olyan...

Asztali fúrógépek
Ha pontos furatokat kell készíteni, akkor a szerszám korrekt megvezetése szükséges. Így ugyanis tized milliméter pontossággal lehet dolgozni, erre pedig a kézben tartott fúrógépek nem képesek, még...

Kapcsolat
| Hirdetés-Médiaajánlat
| Előfizetés
| Szerzői jogok
| Partnereink
| RSS
 | Ezermester Facebook
| Ezermester Facebook
![]()
© Ezermester 1957-2024 ezermester.hu ISSN 1587-1444