





%20300%20uj.jpg "Ezermester 2024. áprilisi lapszám")



 Aki anyagmegmunkáló gépeket használ, az a könnyebb, gyorsabb és nem utolsó sorban a pontosabb munka érdekében teszi ezt. A gépekkel azonban ez utóbbit csak kellő megvezetéssel lehet elérni. A kézi szerszámgépeknek erre különösen nagy szükségük van, mert az esetlegesen meglevő oldalvezetőjük, pl. a tárcsafűrészeken, felsőmarókon, a megmunkálandó anyag élét követik, és ha az egyenetlen, ilyen lesz a lemunkált felület is. Más esetekben pedig a szerszámot körülményesen felszerelt lécvezetékekkel, vagy előre elkészítendő sablonokkal kell megvezetni.
Aki anyagmegmunkáló gépeket használ, az a könnyebb, gyorsabb és nem utolsó sorban a pontosabb munka érdekében teszi ezt. A gépekkel azonban ez utóbbit csak kellő megvezetéssel lehet elérni. A kézi szerszámgépeknek erre különösen nagy szükségük van, mert az esetlegesen meglevő oldalvezetőjük, pl. a tárcsafűrészeken, felsőmarókon, a megmunkálandó anyag élét követik, és ha az egyenetlen, ilyen lesz a lemunkált felület is. Más esetekben pedig a szerszámot körülményesen felszerelt lécvezetékekkel, vagy előre elkészítendő sablonokkal kell megvezetni.A sablonok kialakítása főként idommart munkáknál kényes feladat. A jó minőségű munkához pontosan beállítható vezetékek és sablonok szükségesek, ám van már olyan univerzális vezetékrendszer is, amely rendkívül pontos, gyorsan beállítható, és a legkülönfélébb fazonmarások szabályos kialakítását is lehetővé teszi. Ez pedig a GEAT SDG 3 gépvezető sablon.
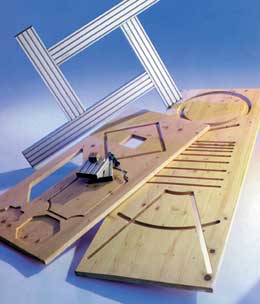
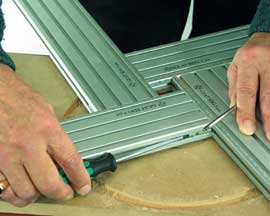
A gépvezeték négy, egymáshoz merőleges élükkel csatlakoztatott fém vonalzóból áll. Üreges és speciálisan hornyolt felületű idomokból készült a két 40 és a két 60 cm hosszú vezeték (1). Az idomos vezetékek a felületükön és élükön levő hornyokba speciális csavarokkal rögzíthető acélbetétekkel kapcsolhatók szilárdan egymáshoz. A csavarok belső kulcsnyílásúak, és csak a készlethez mellékelt speciális, nyeles csavarkulccsal oldhatók, rögzíthetők (2). A vezetékek éle mentén precíziós pontosságú milliméter beosztású skála alapján lehet az egymásra merőleges vezetékeket a kívánt méretre állítani. Az alapkészlet a 400´600 mm-es keretet és a körmaró egységet tartalmazza. További bővítésekként ellipszismaró készlettel (3), 700-1000 mm hosszú toldóidom-párral, szánfeltéttel (4), lebillenés-gátlóval, a vezetékek hornyába illeszthető speciális szorítókkal bővíthető ki az alapsablon készlete. A marósablon használata nagyon egyszerű, ám minden feladathoz külön beállítást igényel. A felsőmarót azonban csak a gép talpára csavarozott másológyűrűvel lehet használni (5).
A sablon beállítása
 A különféle marómunkák pontosságát a sablon precíziós megmunkálása, elemeinek szilárd rögzítése és a milliméter-beosztású méretskála biztosítja. A vezetékelemeket csak különleges esetekben kell teljesen szétszerelni, a legtöbb művelethez nem szükséges. Beállításkor egyszerre csak az egymással páthuzamos darabok csavarjait lazítsuk meg, utána az egymásra merőleges két vezeték a kíván méretre állítható. Ugyanígy állíthatjuk be a másik két sablonvezetéket is. A sablonelemek által bezárt terület meghatározza a megmunkálandó felületet, ám ezt a marógép talpára erősített másológyűrű szűkíti. Pontos alakzat marásakor ezért a sablonvezetékek által határolt felületet mindig a másológyűrű és a szerszám átmérők különbsége, vagy annak a fele alapján állítsuk be. Ez utóbbi értéket csak az anyag éle felől nyitott hornyok, fészkek kialakításakor kell figyelembe vennünk.
A különféle marómunkák pontosságát a sablon precíziós megmunkálása, elemeinek szilárd rögzítése és a milliméter-beosztású méretskála biztosítja. A vezetékelemeket csak különleges esetekben kell teljesen szétszerelni, a legtöbb művelethez nem szükséges. Beállításkor egyszerre csak az egymással páthuzamos darabok csavarjait lazítsuk meg, utána az egymásra merőleges két vezeték a kíván méretre állítható. Ugyanígy állíthatjuk be a másik két sablonvezetéket is. A sablonelemek által bezárt terület meghatározza a megmunkálandó felületet, ám ezt a marógép talpára erősített másológyűrű szűkíti. Pontos alakzat marásakor ezért a sablonvezetékek által határolt felületet mindig a másológyűrű és a szerszám átmérők különbsége, vagy annak a fele alapján állítsuk be. Ez utóbbi értéket csak az anyag éle felől nyitott hornyok, fészkek kialakításakor kell figyelembe vennünk.
A marás művelete
A beállított SDG 3 másolósablont helyezzük pontosan a munkadarab kívánt felületére, és csavaros szorítókkal biztosítsuk elmozdulás ellen. A gép másolóhüvelyét a sablonléc oldalához érintve kezdjük el a marást, természetesen a gépen előre beállított mélységben. Az ilyen munkáknál a porelszívás szinte alapvető követelmény. A gép vízszintben tartását leginkább a kopásálló műanyagból készült lebillenés-gátlóval tudjuk biztosítani, amelynek mart fészkébe csak a 30 mm átmérőjű másolóhüvelyek illeszthetők be, így munka közben a géppel együtt mozgathatók (6). Az egyenes oldalú, marva süllyesztett hornyok, kazetták sarkait azonban szabályos, nagyobb ívben lekerekítve, vagy 45 fokban ferdére marva is kialakíthatjuk. Ehhez csupán megfelelően elkészített sarokidomot kell a sablonkeret sarkába helyezni (7), és a másolóhüvely most már ezt az alakzatot fogja követni, a marószerszám pedig ennek alapján marja ki a sarok alakját.
Szabályos ívű részek marása
 Az SDG 3 másolósablon alapkészletével szabályos kör alakú hornyolásokat és mélyített kazettákat is marhatunk. E művelethez a sablon vezetékeit középen 30x30 mm-es nyílásúra kell összetolni, majd az ugyancsak 30´30 mm-es központcsapos elemet e nyílás középpontjától a kívánt sugarú kör méretére kell rögzítenünk. A munkadarabba fúrjunk egy 5 mm átmérőjű, 6 mm mély zsákfuratot, és ebbe nyomjuk bele a sablon központosító csapját. A marógép mélységbeállítása, sablonra rögzítése és a kezdőlyuk kimarása után a két sablonvezeték lassú körben forgatásával kifogástalan pontosságú körhornyot készíthetünk (8).
Az SDG 3 másolósablon alapkészletével szabályos kör alakú hornyolásokat és mélyített kazettákat is marhatunk. E művelethez a sablon vezetékeit középen 30x30 mm-es nyílásúra kell összetolni, majd az ugyancsak 30´30 mm-es központcsapos elemet e nyílás középpontjától a kívánt sugarú kör méretére kell rögzítenünk. A munkadarabba fúrjunk egy 5 mm átmérőjű, 6 mm mély zsákfuratot, és ebbe nyomjuk bele a sablon központosító csapját. A marógép mélységbeállítása, sablonra rögzítése és a kezdőlyuk kimarása után a két sablonvezeték lassú körben forgatásával kifogástalan pontosságú körhornyot készíthetünk (8).
Az ellipszisek marásához külön készlet szükséges (3). Ez átlós hornyokkal, és azokban könnyen mozgó, a sablonkeretek élére erősíthető csúszkákkal ellátott acéllemez. Használata csak annyiban tér el a körmarótól, hogy a két csúszka egymástól való távolsága határozza meg a kimart idom méreteit, és a lemezt ajánlatos a munkadarabra csavarozni. Egyéb szabályos ív kimarásához a szánfeltétet (9) használhatjuk. Ezt a sablonkeretre egy alátétes csúszkával kell felerősítenünk, és a marógép felerősítése után a szánfeltét elfordításával marhatjuk ki a kívánt sugarú köríveket. A sablon felületén végigfutó négy horony valamelyikéből egymásután kettőt használva nem koncentrikus ívek is kimarhatók.
Ferde árkok és nagy felületek mélyítő marása
A szánfeltét és az SDG 3 másoló sablon segítségével tetszőleges szögű hornyolások és a hornyokkal határolt felületek mélyített marását is könnyen, nagy pontossággal végezhetjük el (10). A ferdeszögű hornyolásokhoz a szánfeltétet a tárcsás szorító csúszkával rögzíthetjük a megfelelő szögben, majd a géppel elvégezhetjük a horony kimarását. A mart rész hosszát természetesen a sablon vezetékléceinek a távolságával szabályozhatjuk. Mélyítő maráskor pedig az SDG 3 rendszer szánfeltéte biztosítja az azonos mélységű anyaglemunkálást ott is, ahol a keret már erre nem adna kellő alátámasztást (11). Ilyen munkák esetében az SDG 3 sablonkeretet természetesen csavaros szorítókkal kell a munkadarabra fognunk.
Mi is kipróbáltuk
 Az egész rendszert magunk is kipróbáltuk, és némi gyakorlás után kezdtük nagyon értékelni azt a pontosságot, amit nemcsak a magunkfajta ezermester, de még a szakemberek is nehezen érhetnek el precíziós famegmunkáló gépek nélkül. Itt a derékszög nem kb. 90 fok, hanem biztosan annyi. A jól megvezetett szerszámokkal pedig kiváló minőségű leszabásokat végeztünk lyuk- (12) és tárcsafűrésszel, ha a vezetékléceket a gép talpszélességéhez igazítottuk.
Az egész rendszert magunk is kipróbáltuk, és némi gyakorlás után kezdtük nagyon értékelni azt a pontosságot, amit nemcsak a magunkfajta ezermester, de még a szakemberek is nehezen érhetnek el precíziós famegmunkáló gépek nélkül. Itt a derékszög nem kb. 90 fok, hanem biztosan annyi. A jól megvezetett szerszámokkal pedig kiváló minőségű leszabásokat végeztünk lyuk- (12) és tárcsafűrésszel, ha a vezetékléceket a gép talpszélességéhez igazítottuk.
Számos alapmarási feladatot könnyen és élvezettel végeztünk el, hiszen a pontos munka mindig élvezet. Ám azt is kénytelenek voltunk belátni, hogy barkácsoló társainknak túl drágának bizonyul az SDG 3 másoló marósablon, mert feltehetően nem tudják kellően kihasználni. Ám egy kis szériás munkákat végző asztalosnak kincset ér. Talán nem túlzunk, ha azt állítjuk, hogy ez az egyszerű és nagyon praktikusan megalkotott sablon szakavatott kezekben akár egy CNC famegmunkáló központot is helyettesít. Sokoldalúsága mellett meghökkentően gyorsan, tized pontossággal beállítható, és szükségtelenné teszi a sajátkészítésű marósablonok alkalmazását. Minden olyan marómunka elvégezhető vele, ami egy bútor, vagy más berendezési tárgy készítése során felmerülhet, legyen az pántfészek, toldófogazás, fazon, vagy díszítő jellegű marás. Mindenesetre rendkívül figyelemreméltó segédeszköz, és ha valakit részletesebben is érdekel a GEAT SDG 3 marósablon rendszer, az bővebb információért forduljon bizalommal az eszköz forgalmazójához:
Király-Torma Kft.,
1151 Budapest, Mogyoród útja 12-14.,
telefon/fax: 307-3800, 307-3801.
 Cikk elejére
Cikk elejére



