





%20300%20uj.jpg "Ezermester 2024. áprilisi lapszám")



 A háziasszonyok által kedvelt, vagy csak használt egyszerű gépet, a varrógépet nem kell bemutatnunk olvasóinknak. A gép felépítését, működését és karbantartásának alapvető fogásait viszont már valószínűleg kevesebben ismerik. A következőkben azonban nem csak ezzel foglalkozunk, hanem ismertetjük a varrógép hibaelhárításával és alapbeállításával kapcsolatos feladatokat is.
A háziasszonyok által kedvelt, vagy csak használt egyszerű gépet, a varrógépet nem kell bemutatnunk olvasóinknak. A gép felépítését, működését és karbantartásának alapvető fogásait viszont már valószínűleg kevesebben ismerik. A következőkben azonban nem csak ezzel foglalkozunk, hanem ismertetjük a varrógép hibaelhárításával és alapbeállításával kapcsolatos feladatokat is.A varrógépek rövid története
A XVIII. század végétől kíséreltek meg a gépesített varrást létrehozni, de az első valóban sikeres gépet csak 1840-es években sikerült létrehoznia az Amerikai Howe mérnöknek. Ezzel megteremtődött az út a háztartási célú varrógépek alkalmazása számára. A Howe által gyártott gép gyakorlatilag és elméletileg a ma is használt varrógépekkel megegyezően működő gép volt. Sorozatgyártásra először a Singer típusú gépek kerültek; ezzel általánosan közkedvelt, és népszerű eszközt kaptak a háziasszonyok az otthoni varrási feladatok elvégzésére.
Huroköltésű varrógépek felépítése
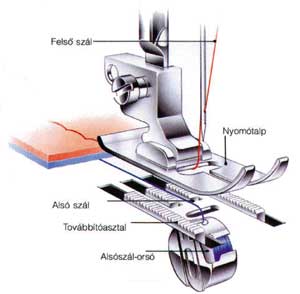 Az alap varrógép egyenes varrási folyamat végzésére alkalmas, de kiegészítő funkciókkal is ellátják a gyártok. Ilyen a különböző előre programozható varratok kialakításának lehetősége és a cikk-cakk varrat készítésének műszaki megoldásai. A működési elvet tekintve azonban hagyományos huroköltésű gépekként üzemelnek. A huroköltés lényegét az 1. ábránk mutatja be. Látható a varrási folyamat szakaszosságát meghatározó alsószál elhelyezés jellegzetes módja. Az alsószálat tartó orsóra viszonylag kevés cérna fér el, ez meghatározza, hogy a folyamatot nem lehet automatizálni. Sajnos a Howe gépe óta ezt a problémát nem tudták még kiküszöbölni.
Az alap varrógép egyenes varrási folyamat végzésére alkalmas, de kiegészítő funkciókkal is ellátják a gyártok. Ilyen a különböző előre programozható varratok kialakításának lehetősége és a cikk-cakk varrat készítésének műszaki megoldásai. A működési elvet tekintve azonban hagyományos huroköltésű gépekként üzemelnek. A huroköltés lényegét az 1. ábránk mutatja be. Látható a varrási folyamat szakaszosságát meghatározó alsószál elhelyezés jellegzetes módja. Az alsószálat tartó orsóra viszonylag kevés cérna fér el, ez meghatározza, hogy a folyamatot nem lehet automatizálni. Sajnos a Howe gépe óta ezt a problémát nem tudták még kiküszöbölni.
A kelme továbbítását, egy úgynevezett keretmozgást végző továbbító fog végzi (2), ennek a meghajtása a gép főtengelyéről, excenter segítségével történik (3). Minden gépen található még szálfeszítő rugó és öltésnagyság állító egység is. Létezik más elven üzemelő gép is, de ezek háztartási célú alkalmazása nem vált általánossá a gépek hiányosságai miatt.
Karbantartás, javítás
 A varrógépek kezelését, karbantartását alapos tisztítással kezdjük. Eltávolítjuk a szennyeződéseket a továbbító fogak közül és minden egyéb helyről, ami a mechanikus mozgásokat akadályozza. A gép olajozását műszerolajjal végezzük el, egy-egy csepp olaj elegendő az adott mozgó alkatrészre. A gép motorja 75-90 wattos szénkefés motor (4), kis teljesítményű, tehát ügyelni kell arra, hogy mechanikus szorulások ne rontsák le a hasznos teljesítő képességét. A gépnek könnyen, de lötyögésektől mentesen kell forognia.
A varrógépek kezelését, karbantartását alapos tisztítással kezdjük. Eltávolítjuk a szennyeződéseket a továbbító fogak közül és minden egyéb helyről, ami a mechanikus mozgásokat akadályozza. A gép olajozását műszerolajjal végezzük el, egy-egy csepp olaj elegendő az adott mozgó alkatrészre. A gép motorja 75-90 wattos szénkefés motor (4), kis teljesítményű, tehát ügyelni kell arra, hogy mechanikus szorulások ne rontsák le a hasznos teljesítő képességét. A gépnek könnyen, de lötyögésektől mentesen kell forognia.
Leggyakoribb hiba a tű törése miatt keletkezik, oka egyszerűen a rossz üzemeltetésben keresendő. A tű töréséhez vezet, ha az anyagot húzzuk a gép nyomótalpa alatt, vagy ha a kelleténél vastagabb anyagot, próbálunk meg összevarrni. Törést okoz, ha az oda-vissza varrást nem jól végezzük el. Nem szabad álló helyzetben az öltésváltó kart átváltani, mert ez a tű görbüléséhez vezet, és ennek következménye a tűtörés. A törött tű felverődéseket hoz létre a cérna vezetésének helyein, és ez szálszakadást idéz elő. A varrógéptűt úgy kell cserélni, hogy a rögzítőcsavar oldása után a sérült tűt kivesszük, majd az új tűt a helyére tesszük. A problémát az jelenti, ha nem határozható meg a sérülés miatt a tű oldal helyzete. Ebben az esetben alapvető szabály, hogy a tűnek a lapolt része mindig a tartó horony felé kerüljön, és a nem lapolt részt rögzíti a szorítócsavar.
A keletkezett sérüléseket úgy lehet javítani, hogy finom polírpapírral a sérülést lecsiszoljuk. Célszerű a tűlemezt eltávolítani. Ez általában egyszerű feladat, mert csupán két csavart kell eltávolítani a művelet végrehajtása érdekében. Törekedni kell a lehető legfinomabb felület kialakítására, mert az éles, érdes felületeken a varrócérna elszakad.
A nyomótalp beállításának szabálya általában az, hogy megemelt állapotában maximum 5 mm magasságban helyezkedik el a tűlemez felett (5), de alsó helyzetében leengedett fogak mellett a tűlemezen feküdnie kell. Állítási lehetőségét a 6. ábra mutatja. A továbbító fogak ellenőrzésének és beállításának módja a következő. Forgassuk a gépet a kézi kerékkel, és figyeljük meg, hogy a fog keretmozgást végez. A tű felső holtponti helyzetében kell a fognak a hátrafelé irányuló mozgását elkezdenie, ebben az állásban a fog felsőholtponti helyzetben van, és 1 mm-rel áll ki a tűlemezből. Alsó holtponti helyzetében kell előre mozognia, a tű függőleges mozgásai alatt emelkedik vagy süllyed a továbbító fog. Állítási lehetőséget a gép főtengelyén lévő excenteren találunk (7), de vigyázzunk ennek a résznek az utána állításával, mert a rossz beállítás a gép teljes üzemképtelenségét eredményezi. Ritkán kell eltérni a gyári beállítási értéktől. Általában csak a fog magasságát kell beállítanunk (8).
A továbbító fogak ellenőrzésének és beállításának módja a következő. Forgassuk a gépet a kézi kerékkel, és figyeljük meg, hogy a fog keretmozgást végez. A tű felső holtponti helyzetében kell a fognak a hátrafelé irányuló mozgását elkezdenie, ebben az állásban a fog felsőholtponti helyzetben van, és 1 mm-rel áll ki a tűlemezből. Alsó holtponti helyzetében kell előre mozognia, a tű függőleges mozgásai alatt emelkedik vagy süllyed a továbbító fog. Állítási lehetőséget a gép főtengelyén lévő excenteren találunk (7), de vigyázzunk ennek a résznek az utána állításával, mert a rossz beállítás a gép teljes üzemképtelenségét eredményezi. Ritkán kell eltérni a gyári beállítási értéktől. Általában csak a fog magasságát kell beállítanunk (8).
Hurokfogó, tűmélység beállításának szabályai
Első lépés a tűmélység meghatározása. Lényege, hogy a tű furatának az alsó holtponti helyzetben feleznie kell az úgynevezett tűvédő élt. Ezt úgy érhetjük el, hogy a főtengelyt alsó holtponti helyzetbe állítjuk, majd a lelazított tűrudat a kívánt helyre állítjuk és rögzítjük (9).
A hurokfogó beállításánál tudni kell, hogy a tűrúd 1,8 mm alsó holtponti helyről történő elmozdulás után kerül kapcsolatba a tűvel, ezt az értéket, nevezzük hurokemelésnek. Tehát a tű alsó helyzetéből 1,8 mm tesz meg fölfelé (forgásirányának megfelelően mozgatva a kézi kereket), és ekkor éri el a hurokfogó hegye a tűt. Oldal irányban a távolságot 0,1 mm-re állítsuk be. Lényeges, hogy a hurokfogó hegye ne érjen hozzá a tűhöz, mert az felverődést idéz elő és szálszakadást eredményez. Itt kell megemlíteni, hogy alapvetően két típusú hurokfogó létezik. Az egyik az ún. félfordulatos, melynél nevéből adódóan maga a hurokfogó nem végez teljes körforgást. Ez a típus kiválóan alkalmas vastag anyagok varrásához (például bőripari gépeken ma is ezt alkalmazzák). A másik fajta a körforgós rendszerű. Ez a típus nagyfordulatszámú varrásokhoz alkalmazható a mozgás folyamatosság miatt. Ennél az ún. középrészt külön erre a célra készült tartóegység rögzíti, biztosítja elfordulás ellen. Beállításánál úgy járjunk el, hogy az ne érhessen hozzá a középrész hornyához, mert abban az esetben nem lesz helye a cérnának az "átbukás" során a hurokfogót elhagyni, tehát szálszakadás jön létre. A beállítás elmélete megegyezik a félfordulatos gépnél alkalmazott eljárással, a javítási feladatok ugyanazok.
A tűtörés okozta hibákat - melyek a hurokfogón keletkeznek - polírozzuk le. A hurokfogó alkatrészeinek simának, fényes felületűnek kell lennie. Célszerű polír koronggal javítani a felületi minőséget. Egy-egy csepp olaj elegendő a forgó alkatrészek kenéséhez. Ne feledkezzünk el róla, mert a súrlódás miatt szintén keletkezhet sorja, felverődés. Az alkalmazott olaj csak műszerolaj lehet, tehát csak finomított ásványi olaj alkalmas varrógép olajozásra. A növényi eredetű olajok megromlanak, megavasodnak, és a gép megszorulását eredményezik. Lényeges, hogy étolajat ne használjunk, mert az sütésre kiváló, de mechanikus gépeknél komoly károsodást idéz elő.
A szálfeszesség beállításának szabályai
 Alapvető cél, hogy az alsó és a felső varratkép azonos legyen a lehető legkisebb szálfeszesség mellett. A varratkép értékelése során fordított sorrendbe kell gondolkodni. Ha az alsó nézeti oldal hibás, az a felső szál hibáját jelzi, míg a fordított esetben a hiba is fordított. Tehát ha csúnya az alsószál, először a felsőszál feszességén kell állítani a hiba elhárítása érdekében. Itt kell megemlíteni az alsószál befűzési hibáit is. Gyakorlatilag minden varrógépbe úgy kell az alsószál tartóorsót behelyezni, hogy az az óramutató járásával megegyező irányban forogjon (10). Ez alól a szabály alól csak igen kevés kivétel van, ezek a orosz varrógépek némelyike. Az alsószál feszességét a bobinon (11) lévő laprugóval lehet beállítani. Ne állítsuk túl feszesre, mert azt eredményezi, hogy a felsőszálat is szorosra kell állítani, ami nem célszerű.
Alapvető cél, hogy az alsó és a felső varratkép azonos legyen a lehető legkisebb szálfeszesség mellett. A varratkép értékelése során fordított sorrendbe kell gondolkodni. Ha az alsó nézeti oldal hibás, az a felső szál hibáját jelzi, míg a fordított esetben a hiba is fordított. Tehát ha csúnya az alsószál, először a felsőszál feszességén kell állítani a hiba elhárítása érdekében. Itt kell megemlíteni az alsószál befűzési hibáit is. Gyakorlatilag minden varrógépbe úgy kell az alsószál tartóorsót behelyezni, hogy az az óramutató járásával megegyező irányban forogjon (10). Ez alól a szabály alól csak igen kevés kivétel van, ezek a orosz varrógépek némelyike. Az alsószál feszességét a bobinon (11) lévő laprugóval lehet beállítani. Ne állítsuk túl feszesre, mert azt eredményezi, hogy a felsőszálat is szorosra kell állítani, ami nem célszerű.
A gép befűzésének szabályai
Minden gépet egyforma szisztéma alapján kell kezelni, különbség csupán a külső megjelenési formában mutatkozik.
A sorrend a következő
- A száltartón helyezzük el a cérnaorsót. Ügyeljünk a szabad szál lefutásra, mert eleve akadozva, szorulva leforgó orsóval nem lehet varrni.
- A szálvezetőkön keresztül (12) eljuttatjuk a cérnát a szálfeszítő rugólapok alá (13). Itt ügyeljünk arra, hogy ne maradjon szennyeződés a lapok között, mert az lehetetlenné teszi a kívánt feszesség beállítását.
- A szálrugóba is be kell fűzni a cérnát (amennyiben van ilyen), erre a megfelelő vezetők biztosítják a lehetőséget. Feladatuk a hurokképzéskor történő szállazítás biztosítása.
- A szálhúzó kar furatába fűzzük be a varrószálat (14). Feladata a szükséges szálhossz biztosítása.
- Ismét szálvezetőkbe fűzzük a cérnát (15). Lényeges, hogy a kialakításnak megfelelő helyekre kerüljön, mert ellenkező esetben beakadások, leakadások jönnek létre a forgó mozgás során. Más funkciójuk gyakorlatilag nincs, minthogy biztosítsák a varrószál egyenletes adagolását.
- A cérnát mindig a tű hosszirányában hornyolt része felől kell befűzni (16).
 Ezzel gyakorlatilag varráskész állapotba hoztuk a gépünket. Befűztük az alsó és a felső szálat, kezdődhet a munka (17). A beállítások után az első néhány öltést célszerű a kézi keréken kézzel végrehajtani, hogy az esetleges hibákat (a tűtörés elkerülése a cél) észleljük. A motorral történő forgatást, varrást rövid szakaszon végezzük el, nézzük meg a kialakult varratot, és az előzőleg már leírtak szerint változtassuk a szálfeszítő rugót, ha az szükséges. Alapvető cél, hogy a varrat mindkét oldala közel azonos képet mutasson. Az alsószál képe gyakorlatilag nem lesz olyan, mint a felsőé, de törekedni kell, hogy minél kisebb legyen az eltérés a kettő között.
Ezzel gyakorlatilag varráskész állapotba hoztuk a gépünket. Befűztük az alsó és a felső szálat, kezdődhet a munka (17). A beállítások után az első néhány öltést célszerű a kézi keréken kézzel végrehajtani, hogy az esetleges hibákat (a tűtörés elkerülése a cél) észleljük. A motorral történő forgatást, varrást rövid szakaszon végezzük el, nézzük meg a kialakult varratot, és az előzőleg már leírtak szerint változtassuk a szálfeszítő rugót, ha az szükséges. Alapvető cél, hogy a varrat mindkét oldala közel azonos képet mutasson. Az alsószál képe gyakorlatilag nem lesz olyan, mint a felsőé, de törekedni kell, hogy minél kisebb legyen az eltérés a kettő között.
Speciális eszközök alkalmazása
Minden gép huroköltéssel dolgozó egyenes vonalú varrásra alkalmas. Az előre programozott műveleteket a gép főtengelyén elhelyezett excenter tárcsák alkalmazásával biztosították. Ezek a tárcsák előre meghatározott mozgás-sort biztosítanak a tűrúd számára. A tűrúd oldalirányú elmozdulása idézi elő, hogy a gép nem egyenesen fog varrni, hanem kitérő mozgást végezve ún. cikk-cakk varratot hoz létre. A varrat kitérésének és frekvenciájának a változtatásával érhető el, hogy díszítő varratokat lehessen készíteni a hagyományos géppel. A folyamatokat a vezérlőtárcsák automatikusan biztosítják, ne szabályozzuk el a tárcsák helyzetét, mert vissza állítani nehéz feladat és nem célszerű. Gyakorlatilag meghibásodásra normál körülmények során nem kerül sor.
Néhány gondolat a meghajtómotorról
A gép mozgatása szénkefés motorral történik. A motoron lévő szíjtárcsa átmérője az áttételcsökkentés miatt kicsi, ez nem megfelelő szíjfeszesség esetében "szlipp-et", csúszást eredményez. A laza meghajtószíj esetében a motor nem képes a gépet mozgatni, és a csúszás miatt a meghajtószíjat idő előtt a csúszás helyén elkoptatja. Ez szakadáshoz vezet. Ügyeljünk rá, hogy túl szoros se legyen a meghajtószíj, mert az a motor élettartamát csökkenti. Az okosan alkalmazott középút a helyes megoldás. Ha a motor szikrázni kezd, az jelzi, hogy a szénkeféje elkopott, cseréjét magunk is végrehajthatjuk a motor szétszerelése után (18). A motor csapágyazása kenést nem igényel, mert önolajozó csúszócsapággyal építették össze.
Vigyázzunk a motorra, mert - mint általában a háztartási gépek - folyamatos üzemeltetésre nem alkalmas. A fordulatszám változtatást egy előtétellenállással oldották meg, ennek a túlmelegedése már jelzi, hogy ideje szünetet tartani a motor érdekében.
Alkatrészellátással és pótlással a szaküzletek foglalkoznak. Meg kell azonban jegyezni, hogy a háztartási gépek közül a varrógépek pótalkatrész ellátottsága hagy a legtöbb kívánni valót maga után. Budapest területén egy olyan szerviz létezik (tudomásunk szerint), melyben minden háztartási és ipari géphez lehetséges alkatrészt szerezni. Ügyeljünk az alkatrészekre, mert igen költségesek. Egy egyszerűnek tűnő alkatrész is komoly összegekbe kerül. A javítások során törekedni kell a könnyen törő alkatrészek véletlenszerű törésének elkerülésére.
 Cikk elejére
Cikk elejére


