





%20300%20uj.jpg "Ezermester 2024. áprilisi lapszám")



Az elektromos hegesztésnek is több változata van
 A normál ívhegesztés, mely váltóáramú és egyenáramú berendezés alkalmazásával egyaránt megvalósítható. A barkácsolók számára ez a legelérhetőbb.
A normál ívhegesztés, mely váltóáramú és egyenáramú berendezés alkalmazásával egyaránt megvalósítható. A barkácsolók számára ez a legelérhetőbb.
Védőgátas hegesztés (ívhegesztés folyamatossá tételének módszere) közismertebben "CO" berendezés alkalmazásával.
Ponthegesztés (lemezek egymáshoz rögzítésének kiváló eszköze), általában járműipar által használt célkészülék segítségével.
A lánghegesztés oxigén és valamilyen éghető gáz keverékének elégetésével nyert hő felhasználásával történik. Kisebb súlyú és teljesítményű berendezések ma már az otthoni felhasználásra sem elérhetetlenek. Megemlítjük még a "termik" hegesztést, melynek lényege a hegesztőanyagba kevert éghető anyag hőtermelése, de ezt csak az ipar használja (vasúti sínek ipari hegesztési eljárása). A kovács hegesztési eljárás lényege, hogy az izzó állapotban lévő acélokat összekalapálják, hogy azok egy anyagot képezzenek. Ez is kifejezetten ipari eljárás.
Barkácsolási körülmények között a leggyakrabban előforduló hegesztő eszköz a hegesztőtrafó, ennek részletes ismertetésével foglalkozunk a következőkben.
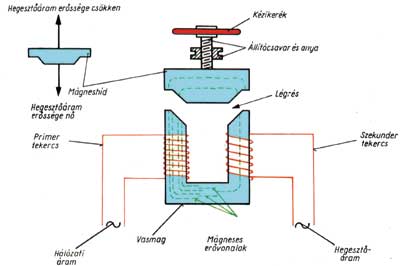
Szemléltető ábránkon (1) bemutatjuk az ívhegesztő berendezés működési elvét. A kereskedelmi forgalomban kapható készülékek általában így épülnek fel. Hálózati áramfelvételük 10-15 amper, szekunder oldali terhelhetőségük 140 amper, feszültségük az ívgyújtáshoz elegendő 45-55 volt. Mivel nagy veszteséggel üzemelő berendezésekről van szó, folyamatos üzemeltetésre nem alkalmasak. Alkalmazási lehetőségeik, azonban a barkács igényeknek kivalóan megfelelnek. Ne terheljük túl hasznos segítőnket, mert az komoly károsodást idézhet elő a tekercselésében. A nagyobb teljesítményű berendezések hűtőventillátorral vannak felszerelve a folyamatosabb munkavégzés érdekében.
Az ívhegesztő használata könnyen elsajátítható és gyakorlás után kellően megtanulható. A kezdő lépések megtételéhez a következő néhány kezelési, alkalmazási ismeret bemutatásával nyújtunk segítséget.
Tudnunk kell, hogy csak relatíve vastagabb anyagok hegeszthetők a készülékkel, mert az ív-hő hatására a vékony lemezeknél az anyag könnyen átég. Törekedjünk a lehető legpontosabb illesztéssel elkészíteni a hegeszteni kívánt darabokat, mert így a folyamat biztonsággal végrehajtható.
A hegesztés folyamata
 Csatlakoztassuk a test kábelt a hegeszteni kívánt darabhoz. Az elektródát fogjuk be a munkakábel végén lévő elektróda fogóba. Az elektróda átmérőjének megfelelően állítsuk be a transzformátor teljesítményét. Kezdődhet az érdemi munka, első lépésként az ívgyújtás. Érdemes gyakorolni egy semleges anyagdarabon, mert ennek a folyamatnak a biztonságos végrehajtása után lehet csak hegesztésről beszélni.
Csatlakoztassuk a test kábelt a hegeszteni kívánt darabhoz. Az elektródát fogjuk be a munkakábel végén lévő elektróda fogóba. Az elektróda átmérőjének megfelelően állítsuk be a transzformátor teljesítményét. Kezdődhet az érdemi munka, első lépésként az ívgyújtás. Érdemes gyakorolni egy semleges anyagdarabon, mert ennek a folyamatnak a biztonságos végrehajtása után lehet csak hegesztésről beszélni.
A helyes ívgyújtási mozzanat, az ívtartás gyakorlásának lényege, hogy az elektródát "fogyásának" arányában közelítsünk az anyaghoz az állandó távolság megtartása érdekében (2). A helyes elektródatartást a 3. ábránkon mutatjuk be: Az alfa szög értéke általában 70 fok, míg a béta szög 90 fok. Az ábrán szereplő "h" érték nagysága határozza meg a biztos ívtartást. Ez a folyamatos hegesztés feltétele. Célszerű sokszor ismételgetni, mert értékét csak gyakorlat segítségével tudjuk kitapasztalni. Ha túl nagy ez a távolság, akkor az ív kialszik, de ha túl kicsi, akkor is megszűnik az ív, mert záródik az áramkör.
Az elektróda vezetés alapszabálya az, hogy egyenletesen mozgassuk a hegesztés irányában az elektródát. Ábránkon bemutatunk néhány mozgatási módszert (4).
Gyakorlatban mindegyik módszer alkalmazható, kiválasztásának a szempontját az határozza meg, hogy az összehegeszteni kívánt anyagok között mekkora a kitöltendő rés, hézag nagysága. Általában a "b" megoldást célszerű alkalmazni, mert ez a lehetséges módszerek közül a legegyszerűbb és leghatékonyabb, elsajátítása is egyszerű gyakorlás kérdése. Az elektródavezetés milyensége határozza meg a salakosodást, zárványosodás kialakulását. A salakképződés, zárványosodás a gyors elektróda mozgás következménye (5). Az elektróda előrehaladó mozgása és a varratszélesség kialakulása a 6. ábrán látható.
Célszerű első alkalmakkor egyenes varratokon gyakorolni az elektródavezetést. Ha sikeresen elsajátítottuk ennek alapjait, akkor már lehet a különböző varrat fajtákkal kísérletezni. Ezeket alakjuk szerint osztályozhatjuk. Gyakorlatban általában fedővarratokkal, kitöltő varratokkal és sarok varratokkal találkozunk. A barkácsolás szintjén elegendő, ha az alapvető varrat fajtákat tanuljuk meg alkalmazni.
Varrathibák helytelen beállításból és elektródavezetésből származhatnak. A varratvezetési hibalehetőségeiről már tettünk említést, most nézzük a beállítási hibákat. Az alacsony áramerősség hatására létrejövő hibánál (7) az elektróda nem ég be kellő mélységbe a hegesztendő anyagba, így gyakorlatilag nem jön létre a hegesztés. Az ábrán a túl nagy ívhossz által létrejövő hiba is látható, mely gyakorlatilag ugyanazt a hatást fejti, ki mint az alacsony áramerősség által létrejövő hiba; a hegesztőanyag cseppekben a hegesztendő anyagok közé kerül, de velük nincs diffúziós kapcsolatban.
Gyakori hibafajta - a biztonságra való törekvés érdekében - túl nagy áramerősség alkalmazása. Az elektróda ilyenkor mélyen roncsolva beég a hegeszteni kívánt anyagokba, ezzel azoknak a mechanikus tulajdonságait lényegesen lerontja. A nagyon beégetett varrat mentén törés jöhet létre a használat során, ezért kerülni kell ennek az állapotnak a kialakulását (8).
A hegesztés áramerősségének megválasztását segíti elő a következő grafikon (9). Látható az összefüggés az áramerősség és a beégési mélység között.
Barkács jellegű üzletekben általában olyan típusú elektródákat árusítanak, melyek a forgalmazott hegesztőtrafókhoz gond nélkül használhatóak. Ilyen elektródák általában az ER-11 és az ER-21 jelűek. Az elektróda jelölések változtak az elmúlt években, de ha ezzel a jelöléssel keresik az üzletekben, akkor is meg fogják érteni. Jellemzőjük, hogy könnyen használhatóak, bármilyen helyzetben alkalmazhatóak szerkezeti acélok hegesztésére.
Még néhány gondolat a balesetvédelemről. Közismert, hogy az ívhegesztés által keletkezett fényhatás a szemben maradandó károsodásokat okoz. Kizárólag a rendszeresített szemüveggel szabad dogozni, ez semmilyen más sötét szemüveggel nem pótolható. A szemüveget már az ívgyújtás pillanatában is használjuk. Ajánlatos védőfelszerelés a védőkesztyű és a zárt bőrcipő. Salak eltávolításánál ügyelni kell a szemet érhető sérülések elkerülésére elsősorban a pattanó salakanyagok miatt. A barkácsáruházakban kapható készülékek kizárólag védőföldeléssel ellátott hálózatról üzemeltethetők, ez vonatkozik arra az esetre is, ha hosszabbítót alkalmazunk a berendezés üzemeltetése során.
 Cikk elejére
Cikk elejére




