





%20300%20uj.jpg "Ezermester 2024. áprilisi lapszám")



 Manapság azt hihetné az ember, hogy a lombfűrész elfeledett szerszám, mivel ezt inkább a hobbi jellegű modellező munkákhoz használják, illetve a műbútorasztalosok, intarziakészítők speciális kézi szerszáma. Kezelése elég fárasztó volt, különösen, ha huzamosabb ideig kellett használni. Többnyire kisebb és főként szabálytalan alakú munkadarabok kivágásra használták. A vékony fűrészpenge ugyanis még zárt alakzatok és igen szűk ívű kontúrokkal határolt darabok kivágására is alkalmas. A gépesített változattal azonban sokkal könnyebb a munka, ilyet annak érdemes vásárolnia, aki gyakran és huzamosan tudja használni.
Manapság azt hihetné az ember, hogy a lombfűrész elfeledett szerszám, mivel ezt inkább a hobbi jellegű modellező munkákhoz használják, illetve a műbútorasztalosok, intarziakészítők speciális kézi szerszáma. Kezelése elég fárasztó volt, különösen, ha huzamosabb ideig kellett használni. Többnyire kisebb és főként szabálytalan alakú munkadarabok kivágásra használták. A vékony fűrészpenge ugyanis még zárt alakzatok és igen szűk ívű kontúrokkal határolt darabok kivágására is alkalmas. A gépesített változattal azonban sokkal könnyebb a munka, ilyet annak érdemes vásárolnia, aki gyakran és huzamosan tudja használni.Mi alapján válasszunk gépet?
A lombfűrészgépek között akad alig 10 000 forintért megvásárolható is, az igényesebb kivitelű gépeket azonban ennek az összegnek a többszöröséért lehet beszerezni. Ezért természetesen először is tartós minőséget és praktikus funkciókat kapunk cserébe. Ám még az igényes Dremel, Holzstar, vagy a Proxxon gépeket sem ajánlatos napi 8 órai folyamatos munkával nyúzni, mert akkor még egy évig sem bírják ki főjavítás nélkül.
A gépek pengéje - típustól függően - perceként 400-1500 rezgést végez, 8-19 mm közötti löketekkel. Aki lombfűrészgépet választ, az a fentiek szem előtt tartása mellett a következőkre legyen figyelemmel. Először is robosztus felépítésű legyen a gép, hogy működés közben minél kisebb legyen a munkaasztal rezonanciája. Minél kevesebb bennük a műanyag alkatrész, annál tovább használhatók. A motor teljesítménye lehetőleg ne legyen 100 W-nál kevesebb, a löketszám pedig minél alacsonyabbról induljon, szabályozható legyen és a löket hossza is legalább 15 mm legyen, hogy a fűrészlap hosszabb felületen dolgozzon. A gépekbe általában keresztcsapos penge fogható be, hosszuk gyártmánytól függően 125 és 133 mm. Mondhatni mindegyik csak a saját lapjával használható, de a szorítópofás befogókba esetenként a normál szálak is befoghatók. A fűrészpengék "fogyóeszközök" ezért ajánlatos a pótlásuk érdekében mindegyikből több darabot is beszerezni.
Először is robosztus felépítésű legyen a gép, hogy működés közben minél kisebb legyen a munkaasztal rezonanciája. Minél kevesebb bennük a műanyag alkatrész, annál tovább használhatók. A motor teljesítménye lehetőleg ne legyen 100 W-nál kevesebb, a löketszám pedig minél alacsonyabbról induljon, szabályozható legyen és a löket hossza is legalább 15 mm legyen, hogy a fűrészlap hosszabb felületen dolgozzon. A gépekbe általában keresztcsapos penge fogható be, hosszuk gyártmánytól függően 125 és 133 mm. Mondhatni mindegyik csak a saját lapjával használható, de a szorítópofás befogókba esetenként a normál szálak is befoghatók. A fűrészpengék "fogyóeszközök" ezért ajánlatos a pótlásuk érdekében mindegyikből több darabot is beszerezni.
A továbbiakban értékelendők a különféle praktikus szerkezeti megoldások, amelyek pl. a hosszvágásokat könnyítik meg, a befogó és vele együtt a vágószál 90 fokkal történő elfordíthatóságával, vagy a penge előfeszítését és a szerszámcserét meggyorsító karos emelővel. Az oldalvezető is nagyon hasznos az ilyen műveleteknél.
A karbenyúlás lényeges ugyan, ám ez általában minden gépen 400 mm körüli, különbség alig van közöttük. A párhuzamos karok általában csapágyazottak, ám nem mindegy hogy milyen anyagból készült a siklócsapágyuk. Az asztal méretei sem lényegtelenek, bár egyik sem olyannyira kicsi, hogy bizonytalanná váljon rajta a munka. Anyaguk többnyire öntött fém, amelynek közepén van az alsó száltámasztékot is fedő lap, ami kiemelése után a szálbefogást könnyíti meg. Lényeges a fűrészpor lefújását szolgáló vezeték. A porelszvó csonk azonban csak az igényesebb gépeken található meg. Ez a munkaterület tisztántartását szolgálja, különben a finom por hosszabb munka esetén gyorsan elszennyezheti a munkaterületet és annak környezetét.
Ha lehetséges, ajánlatos működés közben is kipróbálni a lombfűrészgépet, tekintettel különféle funkcióinak működtetésére, praktikus használatára. A gépek zajossága sem lényegtelen, bár "üresjáratban" mindegyik elég csendes üzemű, fűrészelés közben természetesen mindegyik zajosabb lesz. Az sem lényegtelen, hogy a gép milyen vastag anyag átvágását teszi lehetővé; ez 10 és 50 mm között változhat, anyagtól és az asztal szögbeállításától függően.
A gépek használata, fogásai
Az első fűrészelési próbálkozásokat megelőzően vélhetően mindenki kissé túlzott igényeket támaszt a gépével szemben, ám ezek a gyakorló munkák során vélhetően a reális szintre csökkennek. Egy biztos, hogy mint minden gépi munka, a lombfűrészelés is sokkal könnyebb a kézi fűrészelésnél. Először is nem kell ügyelni arra, hogy a fűrészlap mindig merőlegesen álljon a munkadarab felületéhez viszonyítva. Ezt a karok eleve biztosítják, mint ahogyan a fűrészlap egyenletes mozgását is. Viszont a lökethossz többnyire sokkal rövidebb, de állandó is, mint ahogyan a gép szabályozható löketszáma is a beállított fokozaton. Így csak a munkadarab irányítására kell ügyelni, igaz fokozott mértékben, hiszen a penge állandó mozgásban van. 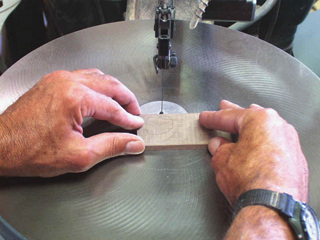 Az ideális gépi vágásnak számos kritériuma van. A fűrészlapot mindig a vágandó anyaghoz igazodva kell megválasztani. Ezt általában egy adott hosszúságon belüli fogszám alapján lehet kiválasztani. A Proxxon gépekhez való 125 mm hosszú pengék pl. 25 mm hosszon belül 10, 18, illetve 25 fog sűrűségűek. Egy másik géphez viszont 133 mm hosszúságú és 3,6 mm szélességű pengék a megfelelők, amelyeknél 10 mm hosszon belül 6, 10, 12 fog a jellemző fogsűrűség. A ritkább és nagyobb fogú lapokat általában a puhább faanyagokhoz, a finomabb fogazásúakat pedig a keményebb fa és műanyagokhoz, könnyűfémekhez és kimondottan finom vágáshoz célszerű használni.
Az ideális gépi vágásnak számos kritériuma van. A fűrészlapot mindig a vágandó anyaghoz igazodva kell megválasztani. Ezt általában egy adott hosszúságon belüli fogszám alapján lehet kiválasztani. A Proxxon gépekhez való 125 mm hosszú pengék pl. 25 mm hosszon belül 10, 18, illetve 25 fog sűrűségűek. Egy másik géphez viszont 133 mm hosszúságú és 3,6 mm szélességű pengék a megfelelők, amelyeknél 10 mm hosszon belül 6, 10, 12 fog a jellemző fogsűrűség. A ritkább és nagyobb fogú lapokat általában a puhább faanyagokhoz, a finomabb fogazásúakat pedig a keményebb fa és műanyagokhoz, könnyűfémekhez és kimondottan finom vágáshoz célszerű használni.
Természetesen a vágás minősége nem csak a fogak sűrűségétől, az előtolás mértékétől is függ. Ezen kívül léteznek könnyű fémekhez való fémvágó- és ún. csavart-, vagy körvágó fűrészlapok is. Ezek általában az adott géphez illeszkedő hosszúságúak. A fűrészlapok általában keresztcsaposak, azaz a penge végein kereszben álló acélcsapokat kell a befogók hornyába akasztani, a hosszuk 125-133 mm. A Dremel gépbe viszont sima szárú szálak valók, és a csavaros szorítópofák közé még a normál kézi fűrészekbe való szálak is befoghatók. A fűrészlapok beszerzésénél vegyük figyelembe, hogy a minőségük változó és mindig tartalékot is kell képezni, mert különösen a gyakorló vágások közben gyakori a törés, és ha az edzett pengéket túlzott előtolással vagy erőszakolt kanyarításra kényszerítve használjuk, akkor is hamar elpattanhat a vékony penge.
A fűrészlap kiválasztásán túl a fogak iránya és a löketszám megválasztása is meghatározó. A fogak most is lefelé, de felénk álljanak, és ha ezt a finom fogazás miatt esetleg nem tudjuk eldönteni, ujjbeggyel (természetesen nagyon óvatosan) meghúzva, könnyű eldönteni a vágás irányát. Lágy, puha anyagban lehet a maximumon használni a gépet, az anyagsűrűség növekedésével a löketszámot és az előtolás sebességét is csökkenteni kell, különben felhevül a penge, kilágyulnak a fogai és el is pattanhat. Az előtolási sebesség mindig csak akkora legyen, hogy a fűrészlap könnyedén haladhasson előre az anyagban.
Hosszvágásoknál mindig a szélesebb fűrészlapot fogjuk a gépbe, mégpedig ha erre lehetőség van, akkor a karokra merőlegesen elfordítva, hogy kényelmesen tolhassuk előre a munkadarabot. Célszerű ilyenkor a darab egyenes haladását vezetőléccel is biztosítani. Az anyag előtolása pedig egyenletesen könnyed és ne erőszakolt legyen. Nagyon fontos, hogy az anyagot leszorító talpat úgy állítsuk be, hogy munka közben az csak érintse, de mozgatásában ne akadályozza a munkadarabot. Ellenkező esetben a felfelé mozgó fűrészlap esetleg rezgésbe hozza az anyagot és megnehezíti a pontos irányítását, de pengetörést is okozhat.
A vágásrést a fűrészlap vastagsága, illetve a fogainak a terpesztése határozza meg. A szélesebb vágásrésben könnyebb az irányváltoztatás, viszont nehéz az egyenes vágás. Fűrészeléskor a vágásrés mindig a jelölési vonal mellett, de a leeső darab felöli oldalon keletkezzen. Alakos, íves kontúr vágáskor pedig a vágás mindig a kifutó keskeny rész felé haladjon. Ellenkező helyzetből nehéz a vágást megkezdeni, és az ív pontos követése is problémásabb.
Zárt alakzatok kivágásánál a sarkokba fúrt és a fűrészlap nyakának szélességével azonos méretű lyukakkal könnyíthető meg a művelet. A sarkpontokban találkozó, zárt alakzatok íveit pedig annyi előfúrt lyukból indítva vágjuk ki, ahányból könnyebb a penge irányát 90 fokban, vagy annál nagyobb szögben egymással metszeni. A vágások ki- vagy egymásba futtatásakor az előtolást mindenkor vissza kell fogni, nehogy a fogak leszakítsák a szélek anyagát. Alakos vágáshoz lehetőleg mindig finom fogazású fűrészpengét használjunk, mert ez szinte alig hagy nyomot a vágott élen, a vágásrés pedig ideális szélességű lesz, utócsiszolást szinte nem igényel. Az előtolás sebessége ilyen esetekben mindig visszafogott legyen, hogy kellő pontossággal tudjuk követni a bejelölt kontúrt. A lombfűrészgépekkel ferde vágásokat is lehet készíteni, mivel az asztal balra 45 fokig szögbe állítható. Ezt az adottságot azonban csak mérsékelten lehet kihasználni, mivel a vágásvonal követése ilyen ferde helyzetben nagyon nehéz. A munkadarabot azonban kis szög alatt még kielégítő pontossággal lehet irányítani és a vágásvonalon tartani, ám ezt a funkciót inkább csak egyenes vonalon történő vágásoknál lehet jól használni, akkor is csak a karok irányába vágva és lehetőleg vezetőléccel kiegészítve. Néhány fokos szögbe állításnál egészen jól kihasználható, ha pl. egymásba illő darabokat szeretnénk kivágni. Ehhez nagy gyakorlat szükséges, mert ilyen helyzetben az anyagot lefogó talp alig használható, így a fűrészpenge felránthatja az anyagot, ami a szál törését okozhatja.
A lombfűrészgépekkel ferde vágásokat is lehet készíteni, mivel az asztal balra 45 fokig szögbe állítható. Ezt az adottságot azonban csak mérsékelten lehet kihasználni, mivel a vágásvonal követése ilyen ferde helyzetben nagyon nehéz. A munkadarabot azonban kis szög alatt még kielégítő pontossággal lehet irányítani és a vágásvonalon tartani, ám ezt a funkciót inkább csak egyenes vonalon történő vágásoknál lehet jól használni, akkor is csak a karok irányába vágva és lehetőleg vezetőléccel kiegészítve. Néhány fokos szögbe állításnál egészen jól kihasználható, ha pl. egymásba illő darabokat szeretnénk kivágni. Ehhez nagy gyakorlat szükséges, mert ilyen helyzetben az anyagot lefogó talp alig használható, így a fűrészpenge felránthatja az anyagot, ami a szál törését okozhatja.
Karbantartás
A lombfűrészgépeket a finom portól minden munka után ajánlatos megtisztítani, és az előírt helyeken kívánatos a kenést is felfrissíteni, hogy a gépet továbbra is kifogástalanul használhassuk. A fűrészpor alattomos anyag, mindenhová lerakódik, ám rendszeres és alapos takarítással el lehet távolítani. A porszívó használata nemcsak munka közben hasznos, de a tisztításkor is nagy segítség. A gépre szerelt lámpa ugyan nem tartozéka a gépeknek, ám a pontos munkához elengedhetetlenül szükséges, a tisztántartása szintúgy, mert a finom fűrészpor erősen csökkenti a megvilágítás mértékét. A gép rendszeres tisztítása a tartós használat egyik alapkövetelménye.
Részletes ismertetők:
 Kinzo lombfűrészgép
Kinzo lombfűrészgép
Szolid kivitelű, kimondottan időszakos, modellezői és barkács használatra alkalmas gép. Motorja 85 W-os, löketszáma terhelés nélkül 1440/ p. A géppel legfeljebb 22 mm vastag anyagokat lehet kivágni, asztalmérete 200x360 mm és 45 fokig szögbe állítható. A vágandó anyagot állítható magasságú talp szorítja az asztalra, a fűrészpor lefújását pedig gégecső biztosítja.
Kifutó termék, olcsósága miatt modellezőknek kimondottan előnyös vétel.
Ferm FFZ-400R lombfűrész
 Az új változat szinte alig különbözik a régebbi géptől, csupán külsőleg lett kissé kecsesebb. Egyéb paraméterei nem változtak, meghajtásáról 90 W-os motor gondoskodik, amely a paralel karokat 1440 lökettel mozgatja. Asztalán 40 mm vastagságú faanyagot lehet átvágni, pengéje keresztcsapos. Előnyös plusz szolgáltatása a karok irányában mozgatható és egyben szögbe állítható oldalvezető, ami a hosszvágásoknál nagyon előnyös. Robosztus felépítésű, huzamosabb munkára is alkalmas szerszámgép, ami egyes barkácsáruházakban is beszerezhető.
Az új változat szinte alig különbözik a régebbi géptől, csupán külsőleg lett kissé kecsesebb. Egyéb paraméterei nem változtak, meghajtásáról 90 W-os motor gondoskodik, amely a paralel karokat 1440 lökettel mozgatja. Asztalán 40 mm vastagságú faanyagot lehet átvágni, pengéje keresztcsapos. Előnyös plusz szolgáltatása a karok irányában mozgatható és egyben szögbe állítható oldalvezető, ami a hosszvágásoknál nagyon előnyös. Robosztus felépítésű, huzamosabb munkára is alkalmas szerszámgép, ami egyes barkácsáruházakban is beszerezhető.
 Einhell DKS 405
Einhell DKS 405
Ennek a gyártmánynak több változata is létezik, és csak néhány szerszámkereskedés forgalmazza. Masszív kivitelű gép, motorja 120 W-os és 21 mm a lökethossza. A gép löketszáma 400-1600 között fokozatmentesen szabályozható. Legfeljebb 50 mm vastag faanyag átvágására alkalmas, és 127 mm hosszúságú fűrészpengék valók hozzá. Asztala 233x410 mm-es fémöntvény, ami 45 fokig szögbe állítható.
Dremel dekopirfűrész
Valójában ez a gép egy kombinált lombfűrész, amelyet 110 W-os motor hajt meg. Löketszáma  500-1500 között folyamatosan szabályozható löketmagassága 19 mm. A karbenyúlása 470 mm és 47 mm vastag anyagok vágását teszi lehetővé. A lombfűrészelési funkción kívül a motortengelyére tárcsacsiszoló is csatlakozik, sőt a tárcsa tengelyére külön beszerezhető flexibilis tengely is felerősíthető. A csiszolótárcsa asztala is éppen úgy szögbe állítható, mint a munkaasztala.
500-1500 között folyamatosan szabályozható löketmagassága 19 mm. A karbenyúlása 470 mm és 47 mm vastag anyagok vágását teszi lehetővé. A lombfűrészelési funkción kívül a motortengelyére tárcsacsiszoló is csatlakozik, sőt a tárcsa tengelyére külön beszerezhető flexibilis tengely is felerősíthető. A csiszolótárcsa asztala is éppen úgy szögbe állítható, mint a munkaasztala.
Ezen kívül e kombinált gépnek más előnyös tulajdonságai is vannak. Nevezetesen, hogy egy mozdulattal megoldott a penge előfeszítése, és egyben az elforgatásával a vágás irány is 90 fokban megváltoztatható. A fűrészlapokat pofás szorítók rögzítik, így más gyártmányú pengék befogására is alkalmas. A maga 24 kilójával súlyos "egyéniség", csak szakkereskedésekben beszerezhető.
Holzstar DKS 501 Vario
 Ezt a lombfűrészgépet két változatban is gyártják, ám csak annyi a különbség közöttük, hogy a Vario típus löketszáma 920-1440 között változtatható, míg az 502/2 változat 400-1600 löketszám között dolgozik. Egyébként semmi különbség nincs a gépek között, a meghajtó motor mind a kettőnél 125 W-os, vágásvastagságuk 50 mm, karkinyúlásuk 406 mm, öntött fém asztaluk 250x380 mm. A karok pengetartójába 133 mm hosszú, csapos fűrészlapok foghatók, a feszítésük egy mozdulattal elvégezhető.
Ezt a lombfűrészgépet két változatban is gyártják, ám csak annyi a különbség közöttük, hogy a Vario típus löketszáma 920-1440 között változtatható, míg az 502/2 változat 400-1600 löketszám között dolgozik. Egyébként semmi különbség nincs a gépek között, a meghajtó motor mind a kettőnél 125 W-os, vágásvastagságuk 50 mm, karkinyúlásuk 406 mm, öntött fém asztaluk 250x380 mm. A karok pengetartójába 133 mm hosszú, csapos fűrészlapok foghatók, a feszítésük egy mozdulattal elvégezhető.
Proxxon DSH, DS230/E
Csendes és kimondottan finom kivágó munkákhoz való mind a két konstrukció. Robosztus fémöntvény állvány, erős, 200 W-os motor, 19 mm-es lökethossz és 990 és  1500 percenkénti stabil löketszámú üzemmód jellemzi az egyiket, míg a másikban csupán 85 W-os a motor, viszont percenként 150-2500 között beállítható lökettszámmal dolgozik. A fűrészlapok hossza 125 mm és keresztcsaposak.
1500 percenkénti stabil löketszámú üzemmód jellemzi az egyiket, míg a másikban csupán 85 W-os a motor, viszont percenként 150-2500 között beállítható lökettszámmal dolgozik. A fűrészlapok hossza 125 mm és keresztcsaposak.
Míg a DSH típusnak lengőkarja van, a DSH 230/E-re viszont a vertikális rezgő tengelyt magában foglaló, 60 mm hosszon állítható fejöntvény a jellemző, görgős és állítható görgős pengetámasszal, ami egyben az anyaglefogó talp szerepét is betölti. Az asztal ezen a gépen nem dönthető, viszont vezetőléc biztosítja az egyenes vágások pontosságát. A pengék hossza ennél a típusnál 140 mm, a DSH-hoz pedig 125 mm-es csapos pengék valók. Igényes kivitelű, szerszámkereskedésekben beszerezhető gépek.
 Cikk elejére
Cikk elejére



