 Barkácsolás közben sokunkat állított nehéz feladat elé a habszivacs vagy hungarocell lemezek méretre vágása. Ennél sokkal nagyobb kihívás már csak az lehet, ha valamilyen figurát szeretnénk habanyag-lemezből készíteni. Ollóval, vagy késsel történő farigcsálás nem hozza meg a kívánt eredményt, mert a vágási felületek nem esztétikusak. Arról nem is beszélve, hogy a keletkező anyagdarabkák szerte-szét repülnek, és a sztatikus feltöltődés következtében mindenhez (kézhez, ruhához) odatapadnak. Mindezeket a nehézségeket egyszerűen leküzdhetjük műanyagvágó szerszám segítségével.
Barkácsolás közben sokunkat állított nehéz feladat elé a habszivacs vagy hungarocell lemezek méretre vágása. Ennél sokkal nagyobb kihívás már csak az lehet, ha valamilyen figurát szeretnénk habanyag-lemezből készíteni. Ollóval, vagy késsel történő farigcsálás nem hozza meg a kívánt eredményt, mert a vágási felületek nem esztétikusak. Arról nem is beszélve, hogy a keletkező anyagdarabkák szerte-szét repülnek, és a sztatikus feltöltődés következtében mindenhez (kézhez, ruhához) odatapadnak. Mindezeket a nehézségeket egyszerűen leküzdhetjük műanyagvágó szerszám segítségével.Az elv igen egyszerű. Ellenálláshuzalt (vágószálat) kell csupán felmelegíteni úgy, hogy még ne izzon, de már olyan forró legyen, hogy mind a habszivacsot, mind pedig a habanyag, vagy más műanyag-lemezeket képes legyen elolvasztani és elpárologtatni. Ily módon kiváló minőségű vágási felület keletkezik, és - amiről korábban álmodni sem mert a barkácsoló - bonyolult figurákat is ki lehet könnyedén vágni. A vágási hőmérséklet beállításával még plexi- vagy más hőre lágyuló műanyag lemezek is sikerrel darabolhatók meglehetősen pontosan.
A működésről
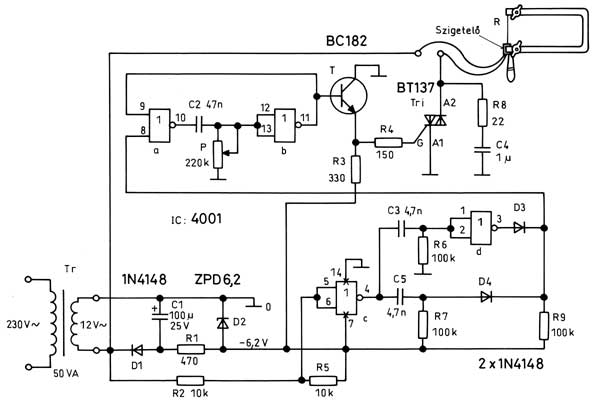
 Az előbbiekben ismertetett vágószál hőmérsékletének beállítása a legegyszerűbben hálózati transzformátorról működtetett triakkal végezhető. Ehhez nem kell mást tenni, mint az ún. fázishasított 50 Hz-es szinuszjelet előállítani, vagyis a triakot úgy kell begyújtani, hogy az - szabályozhatóan - a szinuszhullám mindkét félperiódusában azonos időpontban következzék be. Ez 0-10 ms között bárhol lehet. Ennél a pillanatnál a triak begyújt, és a félperiódus végéig a vágószálra kapcsolja a feszültséget. Így a szabályozható szintű átlagfeszültség hatására a szálon áthaladó áramerősség változtatható. A szerszám elektronikájának elvi kapcsolási rajza az 1. ábrán látható.
Az előbbiekben ismertetett vágószál hőmérsékletének beállítása a legegyszerűbben hálózati transzformátorról működtetett triakkal végezhető. Ehhez nem kell mást tenni, mint az ún. fázishasított 50 Hz-es szinuszjelet előállítani, vagyis a triakot úgy kell begyújtani, hogy az - szabályozhatóan - a szinuszhullám mindkét félperiódusában azonos időpontban következzék be. Ez 0-10 ms között bárhol lehet. Ennél a pillanatnál a triak begyújt, és a félperiódus végéig a vágószálra kapcsolja a feszültséget. Így a szabályozható szintű átlagfeszültség hatására a szálon áthaladó áramerősség változtatható. A szerszám elektronikájának elvi kapcsolási rajza az 1. ábrán látható.
A Tr hálózati transzformátor - mely maximálisan mintegy 4 A-t képes leadni - 12 V-os szekunder feszültségét IC/c kapu négyszögesíti, melyből a szinusz félhullámok null átmeneteinél rövid impulzusok keletkeznek. Ezeket R6, C3 és R7, C5 differenciáló tagok állítják elő, majd IC/d-vel végzett fázisfordítással a megfelelő polaritású jel jut D3-ra és az eredeti "tüske" D4-re. Utóbbiak diódás VAGY-kaput alkotnak R9-cel. Így e kimeneten minden félperiódus elején egy-egy impulzus keletkezik. Az IC/a, b-ből álló monostabil multivibrátor kimenetén P-vel beállítható fázisú jel alakul ki, amely T-n keresztül vezérli Tri triakot. Sajnos a triak vezérlését úgy kell megoldani, hogy pozitív szinusz félhullám esetén pozitív polaritású vezérlő jelet kell a G (gate) elektródra juttatni, negatív félperiódusnál viszont negatív vezérlő feszültség kívánatos. A probléma megoldható úgy is, hogy mindkét polaritású félhullám esetén negatív vezérlő jeleket biztosítunk. Sajnálatos módon a fázishasított jel, különösen a  félszinusz-hullám vége felé nagy felharmonikus tartalommal rendelkezik, ez pedig elektromágneses kisugárzás következtében zavarhatja a rádióvételt, vagy más elektronikus készülékek működését. Szerencsére azonban a gyakorlatban a szerszám jó működéséhez elég nagy áram szükséges, amelyhez kisebb fázishasítási szög tartozik. Így a keletkezett zavarjel 0,5-1 m-es távolságban már szinte egyáltalán nem érzékelhető. Ráadásul a legerősebb zavarás a 700-900 KHz-es sávban észlelhető, URH-sávban a zavarok elenyészők. Az elektromágneses zavarok eleve csökkenthetők vasburkolat felhasználásával, melyhez az elektronika 0 V-os pontja hozzá van kötve. A helyes polaritású vezérlőjelek előállításához a 12 V-os jelet D1, C1 egyenirányítja és szűri, amelyből D2 Z-dióda R1 áramkorlátozó ellenállással 6,2 V-os egyenfeszültséget állít elő. Az IC 7. pontjára e feszültség kapcsolódik. A 14. lábon 0 V-os szint van. E trükkel a keletkező vezérlőjel megfelel az előbb leírt követelményeknek.
félszinusz-hullám vége felé nagy felharmonikus tartalommal rendelkezik, ez pedig elektromágneses kisugárzás következtében zavarhatja a rádióvételt, vagy más elektronikus készülékek működését. Szerencsére azonban a gyakorlatban a szerszám jó működéséhez elég nagy áram szükséges, amelyhez kisebb fázishasítási szög tartozik. Így a keletkezett zavarjel 0,5-1 m-es távolságban már szinte egyáltalán nem érzékelhető. Ráadásul a legerősebb zavarás a 700-900 KHz-es sávban észlelhető, URH-sávban a zavarok elenyészők. Az elektromágneses zavarok eleve csökkenthetők vasburkolat felhasználásával, melyhez az elektronika 0 V-os pontja hozzá van kötve. A helyes polaritású vezérlőjelek előállításához a 12 V-os jelet D1, C1 egyenirányítja és szűri, amelyből D2 Z-dióda R1 áramkorlátozó ellenállással 6,2 V-os egyenfeszültséget állít elő. Az IC 7. pontjára e feszültség kapcsolódik. A 14. lábon 0 V-os szint van. E trükkel a keletkező vezérlőjel megfelel az előbb leírt követelményeknek.
Az elektronika
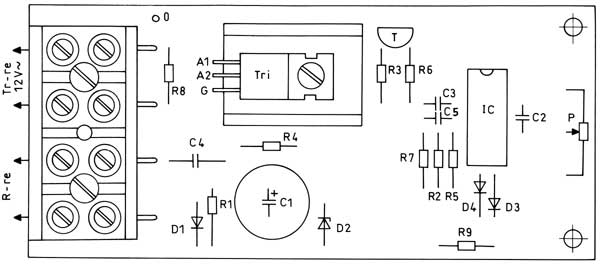
 Első lépésként el kell készíteni az elektronika fúrt panelját a 2. ábra alapján, ahogy azt az Ezermester 2002. januári számában részletesen leírtuk. A 3. ábrán található alkatrész beültetési rajz segítséget nyújt a panel készre szereléséhez. A rajzon és fotón látható, hogy a 12 V-os hálózati transzformátor szekunder feszültség és R rákapcsolását sorkapocsléccel oldottuk meg. A triakot a nagy áramerősség miatt hűteni kell, melyhez U alakú, 2-3 mm lemezvastagságú alumínium lemez használható. Ennek felülete legalább 10 négyzetcentiméter legyen. P potenciométer kétféleképpen is szerelhető. Ha a teljes szerelvényt vasburkolatba helyezzük, úgy a potenciométer pl. a felső lapra szerelhető. A baloldali lecsavart állásnál a legkisebb vágószál-áram állítható be. A teljes felcsavarás a fázishasítás nélküli beállítást eredményezi. Ennél a legnagyobb a vágószál árama. A beállításhoz skálalapot is készíthetünk. Erre feljegyezhető az a potenciométer állás érték (mellé az anyag megnevezése és az anyagvastagság), amely elegendő az illető anyag megfelelő vágásához. A másik megoldásként az elektronika panel burkolatlan használata kínálkozik. Ebben az esetben a potenciométer L-alakú fémlemezzel szerelhető a panelra, melyet szintén elláthatunk skálalappal a kényelmes beállítás érdekében. A teljes szerelvényt pedig felszerelhetjük a transzformátorra.
Első lépésként el kell készíteni az elektronika fúrt panelját a 2. ábra alapján, ahogy azt az Ezermester 2002. januári számában részletesen leírtuk. A 3. ábrán található alkatrész beültetési rajz segítséget nyújt a panel készre szereléséhez. A rajzon és fotón látható, hogy a 12 V-os hálózati transzformátor szekunder feszültség és R rákapcsolását sorkapocsléccel oldottuk meg. A triakot a nagy áramerősség miatt hűteni kell, melyhez U alakú, 2-3 mm lemezvastagságú alumínium lemez használható. Ennek felülete legalább 10 négyzetcentiméter legyen. P potenciométer kétféleképpen is szerelhető. Ha a teljes szerelvényt vasburkolatba helyezzük, úgy a potenciométer pl. a felső lapra szerelhető. A baloldali lecsavart állásnál a legkisebb vágószál-áram állítható be. A teljes felcsavarás a fázishasítás nélküli beállítást eredményezi. Ennél a legnagyobb a vágószál árama. A beállításhoz skálalapot is készíthetünk. Erre feljegyezhető az a potenciométer állás érték (mellé az anyag megnevezése és az anyagvastagság), amely elegendő az illető anyag megfelelő vágásához. A másik megoldásként az elektronika panel burkolatlan használata kínálkozik. Ebben az esetben a potenciométer L-alakú fémlemezzel szerelhető a panelra, melyet szintén elláthatunk skálalappal a kényelmes beállítás érdekében. A teljes szerelvényt pedig felszerelhetjük a transzformátorra.
A vágóeszköz
A vágószál legegyszerűbb befogása lombfűrészkeret felhasználásával lehetséges. Az 50 VA-es hálózati transzformátor eleve meghatározza a legnagyobb vágószál ellenállását - fázishasítás nélkül - amely 3 Ohm lehet. Olyan ellenálláshuzal szükséges az elkészítéshez, amely a felhasználandó lombfűrész keretben kifeszíthető. Tehát kb. 15 cm-es huzalhosszúság ellenállása legyen egyenlő 3 Ohm-mal. Vasaló, villanytűzhely, stb. fűtőszálát általában cekasz-anyagú huzalból tekercselik. Így ehhez hozzá lehet jutni könnyedén, csak ki kell termelni egy megszakadt fűtőspirálból egy darabot, vagy venni egy új fűtőbetétet, és ebből elkészíthető a vágószál.
Ez utóbbi befogására szintén két módszer kínálkozik. Az egyik, hogy viszonylag vékony szál (0,3-0,4 mm átmérőjű) befogását valósítjuk meg a lombfűrész keretben. Ehhez azonban közvetlenül csak az egyik kivezetést lehet elkészíteni. A másikat szigetelni kell. Ehhez felhasználható pl. 0,2 mm-es vastagságú, 5 mm-es szélességű vörös- vagy sárgaréz lemezcsík. Erre szorosan rátekerjük az ellenálláshuzal egy darabját, és fogóval jól összenyomjuk. Az L-alakban meghajlított végéhez kell majd forrasztani a csatlakozó vezetéket. Vágjunk 2 db 0,2 mm-es vastagságú textilbakelit lemezt, melyek teljesen elfedik az előbb elkészített szerelvényt. A lapok szélessége maximálisan 2 mm-rel lehet nagyobb a szerelt rézcsíknál. Ezek után a két szigetelő lapot alul-fölül összefogva a rézcsíkkal, a szendvicset cellux-szal szorosan összefogatjuk.
Helyezzünk a lombfűrész keret markolati szorító csavarja alá forrcsúcsot. Szétfeszítve a szálbefogó villát, behelyezhető a szendvics úgy, hogy a rézkivezetés ne érjen a fémkerethez. Ezután húzzuk meg jól a szorítócsavart. A vágószál szabad végét szintén rögzíthetjük (kissé megfeszítve) a másik szorítócsavarral. Az elvezető - célszerűen hálózati kéteres - vezetéket a rézkivezetéshez forrasztjuk, és szigetelőcsövet húzunk rá. A másik kivezetést a forrcsúcsra forrasztjuk. A kéteres kábelre is húzzunk szigetelő csövet, végül a markolathoz szigetelőszalaggal rögzítsük a kábelt. Ennél a megoldásnál félő azonban, hogy a szál elszakad már nem túl hosszú használat esetén is. Így másik megoldásként javasoljuk fém- illetve textilbakelit befogó használatát, mely a huzalvastagságnak megfelelően van felsliccelve. Ezt a huzallal együtt a szorítócsavar rögzíti. A mintadarabban - első változatként 0,3 mm-es cekasz ellenállás huzalt használtunk fel, amelynek ellenállása kb. megfelelt a számított 3 Ohm-os értéknek. A másik megoldásnál lehetőség van vastagabb cekasz huzal alkalmazására, ekkor azonban az ellenállás értéke kisebb, mint 3 Ohm, így a fázishasítási szög minimális értékével lehet behatárolni a vágószálra jutó max. 4 A-t. E megoldásnál a felhasznált cekasz huzal átmérője 0,55 mm, amelynek 15 cm-es darabja 0,88 Ohm ellenállást képvisel.
És itt érkeztünk el egy újabb felhasználási lehetőséghez. Az ellenállás huzalt ugyanis még jobban lerövidítve, fatárgyak égetéses díszítésére is fel lehet használni. Ehhez azonban elegendően szilárd huzalra van szükség (gondoljunk csak a pisztolypáka hegyére). Az előbbi huzalból 5-6 cm-es darabbal megoldható az égető, ez azonban még elég hajlékony. Merevebb kivitelt kapunk, ha 1 mm átmérőjű cekasz huzalt sikerül szerezni. A huzalból csúcsos hurkot készítve, a végekre szorosan rátekerve az elvezető kábelt, és az egészet nyélbe szerelve - már készen is van az égető szerszám!
Az elektronika működésének ellenőrzése
A panel beméréséhez állítsuk össze a hálózati transzformátor-elektronika panel együttest. Ha rendelkezünk oszcilloszkóppal, az nagyon megkönnyíti a munkát. Ha nincs ilyen a birtokunkban, úgy digitális vagy mutatós univerzális műszerrel is megoldhatjuk az ellenőrzést.
Először nézzük a digitális műszerrel történő bemérést. A 0 V-hoz képest mérjük C1 feszültségét (kb.-18 V), D2 mért egyenfeszültség értéke kb. -6,2 V, IC/c kimenetén a tápfeszültség fele mérhető. Amit még meg lehet mérni (indikációs szinten) az az IC/a, b működése. A 11. kimeneten P-vel állítható az egyenfeszültség szintje -6,2 V-tól kb. 1 V-ig. Ugyanez tapasztalható T emitterén (R4 nincs beforrasztva). Ezután kapcsoljunk R helyébe 100 Ohm-os, 1 W-os ellenállást, forrasszunk be R4 helyébe ideiglenesen két vezetéket, melyekre 470 Ohmos beállító potenciométert teszünk. Ez legyen középállásban. Mérjük az ellenálláson a váltakozó feszültséget (a műszer ~ állásban). Csavarjuk P-t maximális áramállásba. A műszernek kb. 10 V-ot kell mutatnia. Ha ennek csak a felét mérjük (vagy semmit sem), úgy óvatosan csökkentsük a trimmer potenciométer értékét, egészen addig, amíg meg nem jelenik a 10 V. A biztonság kedvéért még egy keveset csökkentve a trimmer értékén, Ohm-mérőállásban mérjük meg annak nagyságát (leforrasztás után), és szabványos ellenállást forrasszunk a helyére. A triakok erősen szórnak, így egyáltalán nem biztos, hogy az elvi rajzon feltüntetett R4 értéket kell beforrasztani. Ezután - kicserélve a 100 Ohm-ot a lombfűrészkeretes ellenállással, azzal sorba kötve a műszert váltakozó árammérő állásban - P-t csavarjuk minimumra. Ebben az esetben néhány száz mA-t kell mérnünk. Növelve az elfordulási szöget, folyamatosan növekszik az áram. 1-1,5 A-es áramfelvétel esetén annyira felmelegszik a vágószál, hogy az alkalmassá válik habszivacs vágására. 2 A körül már hungarocell is vághatóvá válik. Ennél is nagyobb áramnál (Figyelem! A szál még halványan se izzon!) a vastagabb hablemez anyag is könnyen vághatóvá válik, illetve plexi lemezt is darabolhatunk, más hőre lágyuló műanyag lemezekkel együtt. Még nagyobb áramnál vastagabb műanyag lapok, csövek is vághatóak lesznek. PVC-anyagú darabokat azonban ne vágjunk, mert azok a vágási felület mentén elszenesednek. Az oszcilloszkópos bemérés sokkal egyszerűbb, hiszen az említett pontokon kívül ellenőrizhető a két differenciáló tag impulzus-alakja, a diódás VAGY-kapu működése, illetve a fázishasítás mindkét periódusban P bármely állásában. Utóbbinál mindkét polaritásban egy-egy csonka félszinusz (vagy szinusz) jelet kell mérni.
Alkalmazás
A lombfűrész keretes vágóhuzallal történő munkához nem szükséges semmiféle különleges felszerelés. A munkaasztalra fektetett fűrészkeretet tetszőleges magasságba állítva a vágószálas résznél megkezdhető a darabolás. Ha a keretet ferdén állítjuk be, akár szögben is vághatunk. Ha a keret síkját függőlegesre állítjuk - ahogy a lombfűrésznél szokásos - a vágás ugyanúgy végezhető, a keret fel-le irányú mozgatása nélkül. Ha azonban vágási célra szeretnénk külön munkaasztalt (4) felhasználni, erre is van lehetőség. A függőlegesen kifeszített és tartóba fogott 3 Ohm-os 1 mm-es (Ohm-mérővel kimérve a hosszát) cekasz ellenállást az asztal alkalmas helyén készített legalább 10 mm-es furaton kell áthúzni. Így akár néhány méter hosszúságú hungarocell lemezeket is darabolhatunk minden nehézség nélkül.
A faégető szerszámmal úgy kell dolgozni, hogy miután beállítottuk a legkedvezőbb égetési áramerősséget, laza kézmozdulatokkal lassan vezetjük a falapon az égető szerszám csúcsát.
Reméljük, hogy e kis készülékkel a hasznos szerszámok arzenálját egy újabb értékes darabbal bővítheti az Olvasó.