


























Felsőmarók használatához
- 2008. máj. 1.
- 5 perc olvasás

A felsőmarókat illetően sokan úgy vélik, hogy otthoni körülmények között nem tudják kellően kihasználni, az árát ezért viszonylag magasnak tartják. Aki viszont gyakran végez igényesebb minőségű famunkákat, annak a felsőmaró legalább olyan fontos szerszám, mint a fűrészgép. A felsőmaró ugyanis a felületi és alaki megmunkálásban verhetetlen, feltéve, hogy adottságait jól ki tudjuk aknázni. A marógépek számos olyan feladat megoldásában lehetnek a segítségünkre, amit pontosan szinte csak ezzel a géppel tudunk megoldani, ezért minden jól felszerelt barkácsműhelyben megbecsült helye van. Ami pedig e gyors forgású gép helyes használatát illeti; íme szolgálunk néhány hasznos tanáccsal, fogással.
A felsőmarógépekről általában annyit kell tudnunk, hogy motorja percenként akár 30000 fordulattal pörög, s áttételmű nélkül, a motor tengelyére erősítik fel a marószerszámot rögzítő patronos befogószerkezetet. A korszerűbb felsőmarók már fokozatmentes fordulatszabályozásúak, ami lehetővé teszi műanyagok és esetenként lágyabb fémek megmunkálását is. A szerszámbefogók általában 6-8 mm-es szárátmérőkhöz valók, a szerszámot - reteszelt tengelynél - villáskulccsal szokás befogni (1). A marószerszámot mindig a sima szár teljes hosszában kell a befogópatronba szorítani. A magas fordulatszám miatt ugyanis csak ebben az esetben lesz tökéletes a marószár megvezetése, ami egyrészt a mart felület pontosságát biztosítja, másrészt a balesetveszélyt csökkenti. A marószárakat ezért mindig kellő mélységben helyezzük a patronba (2), és gépünkhöz mindig csak a megadott szárátmérőjű szerszámot használjunk.

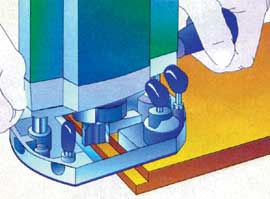
A marógépek általában két fő részből állnak, az alaplapból és az erre függőlegesen felerősített meghajtómotorból. Az alaplap két függőleges oszlopán adott magasságban mozgatható a motort befogó szán, amit többnyire rugók tartanak magasan. A megmunkálás mélységét szabályozható magasságú ütközőrúd és mm beosztású skála alapján állíthatjuk be. A korszerűbb felsőmarókon különféle magasságba állítható, ún. revolver rendszerű fogásmélység ütközővel lehet az egymást követő fogásmélységekhez előre beállítanunk (3). Ilyen gépeknél előbb a szerszámmal "érintő fogást" kell venni. A befogószánt ebben a magasságban tartva a beállító-rudat állítsuk a legmagasabb beállító-csavar tetejére, és rögzítsük ebben a magasságban. Ezután a beállító-csavart 2-3 mm-rel hajtsuk lejjebb, és rögzítsük. A második, majd a harmadik csavart az elsőhöz igazodva, tolómérővel annyira hajtsuk be, hogy a harmadik már pontosan a kívánt mélységű lemunkálást biztosítsa. Így több azonos darab megmunkálása esetén pontosan és pillanatok alatt beállíthatjuk a különböző fogások azonos mélységét. Az egyszerűbb barkács felsőmarókon azonban nincs ilyen többfokozatú beállító szerkezet, így minden fogást külön-külön kell meghatároznunk. A felsőmarók talpán általában egy-, vagy két oldalról egyenes megvezetést biztosító oldalélt találunk, amit külön felfogott, hosszú vezetékléccel használhatunk ki. A gép egyenes megvezetését egyébként külön rudakra erősített élvezető szolgálja. Ez lehetővé teszi, hogy a munkadarab éléhez közel, s attól távolabb is dolgozni tudjunk vele. Ez különösen aljazások marásakor nagyon előnyös, mert az élvezeték könnyen, két szorítócsavarral állítható be (4). Az éltől azonban csak olyan távol dolgozhatunk a maróval, amilyen távolra húzhatjuk ki az élvezetőt (5). A felsőmaró talpára -- az élvezető rudak valamelyikének a helyére - körzőszárat is erősíthetünk, így szabályos körívek marására is módunk nyílik (6). Ilyen esetekben többnyire a központosító csúcs fixen rögzíthető, a tartórudat a szerszámhoz igazodóan kell beállítanunk a megadott sugarú körív kimarásához. A megfelelő távolságot a központi csúcs és a szerszám éle között acél mérőléc segítségével állítsuk be. Ék alakú horonynál a szerszám csúcsa, más alakzatnál viszont a szerszám belső éle közötti távolságot mérjük.

Előfordulnak olyan munkák is, pl. széles hornyok, aljazások, amelyeket nem lehet egy fogással kialakítani. Ilyen esetben több fogást alkalmazva marhatjuk ki a kívánt alakzatot (7). Ezt az élvezetőnek a szerszám élétől való távolabb állításával érhetjük el. Azt azonban mindig vegyük figyelembe, hogy a szerszám mindig az előtolás irányával szembe dolgozzon. Maráskor a talpat mindig erősen nyomjuk a munkadarab felületére, és az élvezetőt is szorítsuk az élére. Így elkerülhetjük, hogy a gép "kitörjön", rezonáljon. Ez mindenképpen káros, mert a mart rész éle, oldala szabálytalan lesz. Ha pl. egy fadarabot körbe kell aljaznunk, akkor a géppel "járjuk" körül az éleit (8). Ha pedig a szélekhez közel, és párhuzamos hornyokat kell marnunk, akkor arra is ügyeljünk, hogy a gép talpa marás közben a munkadarab minél nagyobb felületére feküdjön fel. Ilyen esetekben célszerű a munkadarabot másodszor a szemközti irányból végigmarnunk (9). Szabályos alakú nyílások kimarásához célszerű sablont használnunk (10). A sablon azonban nagyon pontos legyen, mert gépünk ennek hibáit következetesen "átmásolja" a munkadarabra. Az ilyen másolásos munkákhoz használhatunk pl. másológyűrűt (11), vagy vezetőgörgővel ellátott marószerszámot (12). A sablon készítésekor mindig a másológyűrű átmérőjével megnövelt legyen a nyílás mérete. A vezetőgörgős maró esetében pedig mindig számoljunk azzal, hogy a marószerszám a görgő átmérőjénél nagyobb nyílást fog az anyagba marni. Ha viszont élmarásra használunk sablont, akkor azt olyan távolságba kell az éltől elhelyeznünk, hogy a gyűrű külső palástja és a szerszám éle közötti távolság azonos legyen a lemunkálandó anyag méretével. A másológyűrűt mindig a gépállvány talpának az aljára kell felcsavarozni, feltéve, hogy a géptípus alkalmas erre a funkcióra (13). Az egyszerűbb barkács felsőmarókra nem lehet másológyűrűt szerelni, ezeknél a vezetőgörgős marószerszámokat használhatjuk másoló marásokhoz.
A felsőmaró használatakor nemcsak a szerszám fogásának irányára, hanem a gép fordulatszámára és az előtolás sebességére, továbbá a megmunkálandó anyagra is tekintettel kell lennünk. A marógép fordulatszámát csak az igényesebb típusokon lehet fokozatmentesen változtatni, az olcsóbb, barkácscélokra készültek állandó fordulatúak. Ezek általában csak faanyagok marására használhatók, mert a magas fordulatú forgácsolószerszám még igen fékezett előtolás mellett is megolvasztja a műanyagokat, lágy fémek marásakor pedig gyorsan kilágyítaná a szerszámokat, élük így hamar tönkremenne. Ilyen anyagok marásával tehát állandó fordulatszámú felsőmarógéppel ne is kísérletezzünk, mert egyrészt balesetveszélyes, másrészt pedig az olcsónak nem mondható marószerszámokat pillanatok alatt tönkretehetjük. A marószerszámok általában gyorsacélból készülnek. Speciálisan kialakított marófejük éle, nemcsak az anyagrészecskék ideális leválasztását, hanem a forgácsdarabkák horonyból történő gyors eltávolítását is szolgálja. A különböző szögbe köszörült részek pedig a lemunkált felület simaságát, és nem utolsósorban a szerszám hosszú élettartamát vannak hivatottak biztosítani (14). A forgás közben leválasztott anyag azonban feltapadhat a forgácsolást végző élre, ezért még az egyszerűbb kivitelű marószerszámokat is gyakorta ajánlatos megtisztítani az ilyen maradványoktól (15). Különösen a forgácshornyokat tisztítsuk meg a feltapadt anyagrészecskéktől. A leheletnyi élcsorbákat is ajánlatos azonnal kezelésbe venni. Az éleket, a hátszögük felől, finom gyémántszemcsés reszelővel, ill. fenőkővel koptassuk egyenesre (16).

Végezetül néhány olyan fogás, amelyek segítségével különleges alakzatokat tudunk készíteni. Hengeres fa alkatrészekbe, pl. asztallábakba nehéz csaphornyokat marni. A munkát azonban játszva végezhetjük el, ha előzőleg keményfa tömbökből kialakított kalodába szorítjuk a farudat. A kaloda közepére mart horony már megvezeti a marószerszámot, és segítségével a paláston bárhol kialakíthatunk hosszú csapfészkeket (17). Számos esetben staflik élébe kell hasonló bemarásokat készítenünk, ekkor az előzőhöz hasonló, ám 90 fokos szögben, belső sarkosan kialakított marósablont használhatunk nagyon előnyösen (18). Hosszú aljazásokat két darabon egyszerre is kimarhatunk, ha a munkadarabokat egymáshoz szorítjuk, majd a marószerszámmal a két lécbe egyszerre, illetve több fogással hornyot marunk. Ha jól állítottuk be az élvezetéket, akkor a kimart aljazás mindkét darabon azonos méretű lesz. Ilyen esetekben azonban közepes, illetve fix fordulat esetén lassú előtolással használjuk a felsőmarót. Munkalapok méretre vágásához is jól használhatjuk a készüléket, de a vastag anyagokat két oldalról bemarva szabhatjuk méretre. Így garantáltan sérülésmentes lesz a vágott él mentén a laminált bevonat, és tökéletesen illeszthetjük mellé a másik darabot (19). Sőt, a darabok összehúzásakor a csavarkötésekhez szükséges üregek kimarását is csak felsőmaróval alakíthatjuk ki kellő pontossággal. A segédeszközök, vezetékek, sablonok kialakítása időigényes, ám ne sajnáljuk rájuk a fáradságot, mert ezzel a marós munka minőségét biztosítjuk. Arra azonban mindig ügyeljünk, hogy a felhasznált anyagok mindig egyenes élűek legyenek, élük a lapjukra garantáltan merőlegesen álljon, s ezt is felsőmarógéppel végezhetjük el. Ez a szerszámgép tehát sokoldalúbban felhasználható, mint hinnénk, ha megvesszük, nem kell attól tartanunk, hogy alig fogjuk majd használni.


