Nem könnyű, de lehet jól csinálni
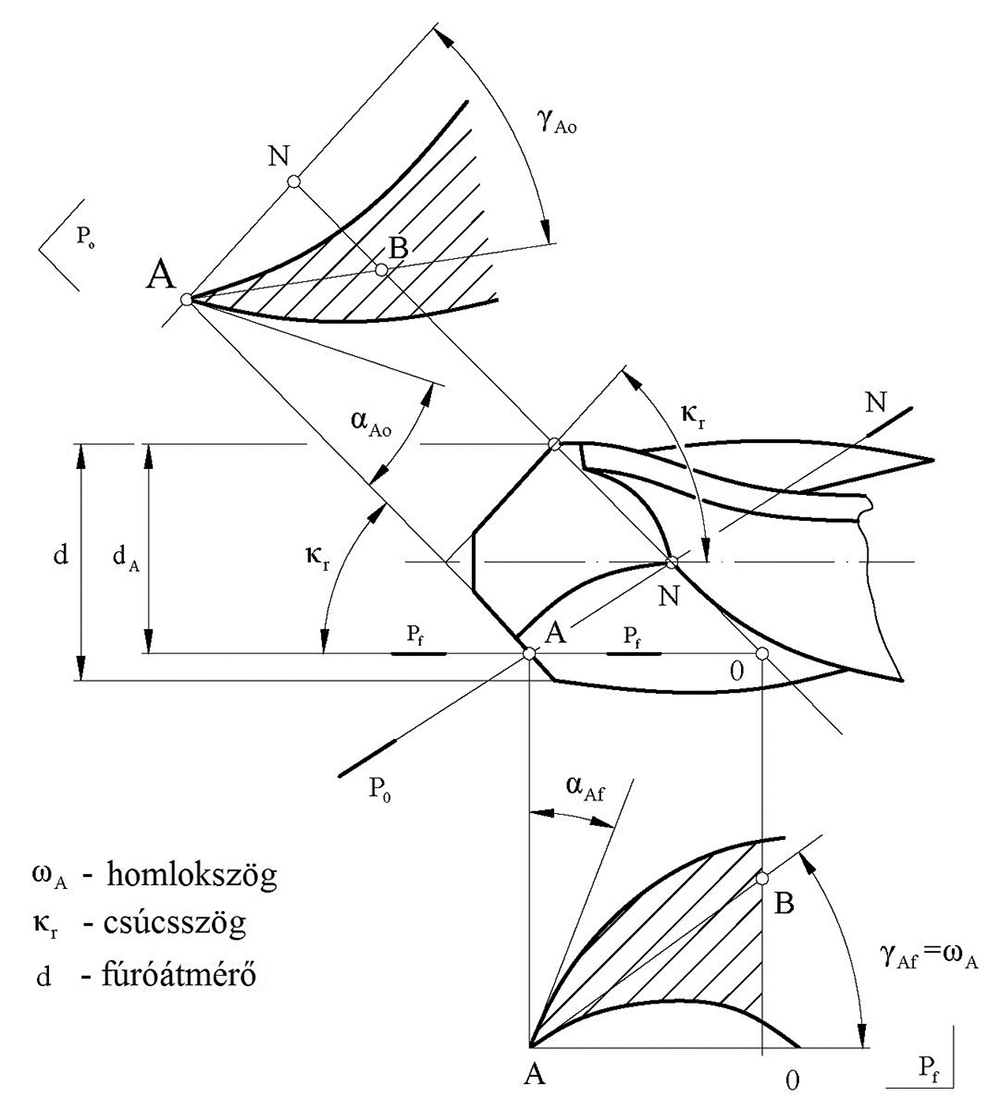
A fúrók újra élezése azonban nem könnyű feladat. Az élük kopásának gyakori oka, hogy fúrás közben túlhevül a hegyük. Ez kilágyítja az anyagot, és az éle elkopik. A fúrószárak anyaga általában gyors acél, illetve ennek különféle fémekkel ötvözött változata. Ezek keményebbé, kopásállóbbá teszik az egész szerszámot. A homlokszögük értéke a megmunkálandó anyag keménységéhez igazodóan 80-140 fok között változhat. A keményebb anyagokhoz a laposabb szögérték az ideális, a lágyabbakhoz pedig a hegyesebb csúcsszög biztosít jó anyagleválasztást, azaz forgácsolást. Általános alkalmazásra a 118-120 fokosra köszörült csúcsszögű fúrókat szokás használni, mégpedig nem túlerőltetett előtolással.
A munka közben a fúrók éle mindig felhevül, ami ellen hűtőfolyadékkal kell védekezni. Ám akármennyire kerüljük a fúró felmelegedését, gyakori használata közben is elkopik a két forgácsoló élük, és ilyenkor már csak újra élezésük után lesznek hatékony szerszámok. A fúrás közben keletkező sivító, fütyülő hang, no meg a nem elégséges forgácsleválasztás jelzi a kopott éleket. A végükön kékes elszíneződés is figyelmeztet erre, és az újra élezés szükségességére.

Ám arra is érdemes figyelni, hogy milyen anyagminőségű fúróval dolgozunk. A fekete színű HSS-R gyorsacél fúrók olcsók, lágyabb acélanyagok, színesfémek, műanyagok, fa- és pozdorja lapok fúrására is jók. Hűtésükről többnyire gondoskodni kell, hűtő spray-vel, ám a vizet jobb kerülni. Ez ugyan minden fúró használatánál ajánlatos elővigyázatosság, de ezeknél a fúróknál különösen fontos a fúróhegy kilágyulása miatt. A HSS-G fényes fúrók anyaga ötvözött gyorsacél, ezért a keményebb acélokhoz, pl. szerszámacélokhoz is, és minden ennél puhább anyagféleséghez is használhatók. A HSS-E fúrók kobalttal ötvözöttek, nagyon kemény szerszámok, amelyekkel bármilyen anyag megmunkálható, kivéve a kő-, beton- vagy kerámia falazatokat.
A fúrószárak nemcsak anyagukban, de kialakításukban is különbözők. Beszerezhetők központosított fafúrók, műanyagfúrók és kimondottan kőzetekhez, kerámiákhoz használható, speciális kialakítású keményfém lapkás vagy akár gyémántszemcsés fúrószárak is. Nem mindegy tehát, hogy milyen jellegű munkához milyen fúrót és hogyan használunk. Ettől is függ, hogy mennyi idő elteltével kell az újra élezésükkel foglalkozni.
A fúrókat gyakran használó és újra élező mesterek már tapasztalatukból adódóan tudják a köszörülés szögértékét, és annak köszörülési mozdulatait, az eredményt azonban mindig ellenőrzik. Ha ugyanis a fúró valamelyik oldali vágóéle nem azonos a másikkal, az eltolódott keresztél miatt a szerszám forgácsolás közben ütni fog, azaz a fúró méreténél nagyobb lesz a kialakított lyuk mérete. Ha pedig valamelyik élszalag felöli vágóél szöge nem azonos a másikoldalon levővel, akkor egyoldalasan fog a szerszám forgácsolni. Azt pedig hogy milyen anyaghoz milyen élszög a megfelelő, az alábbi táblázatból tudható meg.

A köszörüléshez használt szerszám lehet vízszintes állványba fogott fúrópisztoly is, amibe egy nagyobb átmérőjű csapos köszörű korongot fogtak. A köszörüléshez tárgyasztalra is szükség van, ami akár széles lécdarabokból is összeállítható. Olyan magas legyen, hogy a csiszolókorong felező vonaláig érjen. Az asztalon egy másik rövid lécdarabbal állítsuk be az élszög értékének a felét és szilárdan rögzítsük. A kő homlokpalástja és a tárgyasztal éle között 1 mm széles hézag szükséges. Ha a fúrót a lécnek támasztva, érzéssel a kőnek érintve körbefogatjuk, akkor kialakítható a fúró megfelelő értékű élszöge. Az asztali köszörűgépekkel ez a művelet sokkal egyszerűbb, mert a tárgyasztalához akár alkalmi szögvezető is rögzíthető.
Ideális esetben csak kevés anyagot kell a fúróról lemunkálni, így a keresztszög alig változhat. A hátra köszörülési szöget azonban már ún. lengő mozdulattal kell a kővel kialakítani, mégpedig az élszög megváltoztatása nélkül. Ha ezt nem végezzük el, akkor a fúró nem fog forgácsolni, felhevül és kilágyul a vége. Az élszög mögötti rész aláköszörülését mindig a vágóél felől, de azon nem változtatva kell elvégezni. Nem könnyű feladat a gyakorlatlanok számára, de nem is megoldhatatlan. A köszörülés közben gyakran kell a fúrót hűtő folyadékba mártva lehűteni.

A köszörülési munkához a tárgyasztalra szorított szögvezetőt mindig pontosan bemért, erős karton sablonnal érdemes beállítani, aminek a „kalibrálásához” bármilyen szögmérő használható. Az ilyen alkalmi oldalvezetők jelentősen megkönnyítik az ideális csúcsszög kialakítását, ezek hossza azonos legyen. Ezt tolómérővel könnyű ellenőrizni. Ellenkező esetben a fúró a névleges méreténél nagyobb lyukat fog az anyagba forgácsolni. Kézi élezés után a 0,1 mm-es furatbővülés még elfogadható. Ha viszont pontos méretű furatra van szükség, új fúrót kell a tokmányba fogni, mert a gyári köszörülés mindig központos és pontos.
A fúrók csúcs- vagy élszögének felújításához beszerezhetők különféle fúrószár élező készülékek is. Vannak, amelyek fúrógépre csatlakoztathatók, míg mások különálló motoros gépek. Jellemzőjük, hogy mindegyik a fúrók élszögének az élezését könnyítik meg, a legalább ilyen fontos hátszög kialakítását viszont nem mindegyik, csak a drága fúróélező gépek teszik lehetővé. Ezt az élezés után kézzel kell – aláköszörüléssel – köszörűgéppel elvégezni. Ez fontos, mert ez a forgácsolást is előnyösen befolyásolja, és a fúró hegye sem lágyulhat ki megfelelő előtolás és hűtés mellett. Amint ilyen hiba lehetőségeket észlelünk a már megélezett fúrón, élezzük újra, de most már figyelmesebben és pontosságra törekedve.