 Olvasóink jelentős része talán rögtön tovább is lapozna, mondván; úgysincs nekem ilyen felsőmaróm, hiszen az egy drága gép. Ha azonban szerszámbazár oldalainkat tanulmányozzák, akkor tapasztalhatják, hogy nem is annyira költséges, illetve van olcsóbb és drágább is. Talán nem is annyira elérhetetlen. Előző lapszámunkban bemutattuk a leghasználatosabb marófejeket, a következőkben pedig a felsőmarógépek használatának technikájával, fogásaival foglalkozunk.
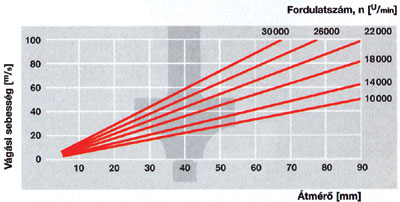
Olvasóink jelentős része talán rögtön tovább is lapozna, mondván; úgysincs nekem ilyen felsőmaróm, hiszen az egy drága gép. Ha azonban szerszámbazár oldalainkat tanulmányozzák, akkor tapasztalhatják, hogy nem is annyira költséges, illetve van olcsóbb és drágább is. Talán nem is annyira elérhetetlen. Előző lapszámunkban bemutattuk a leghasználatosabb marófejeket, a következőkben pedig a felsőmarógépek használatának technikájával, fogásaival foglalkozunk.A felsőmarók viszonylag nagy - percenként 10 000-30 000 - fordulatszámon pörgő gépek. A megvezetési különbségek mellett ez is az oka annak, hogy pl. fúrógépbe fogott marófejjel közel sem lehet olyan hatékonyan dolgozni. A legtöbb felsőmarónál lehetőség van a maximális fordulatszám leszabályozására. Szükség is van erre, hiszen az optimális fordulatszám többek között a megmunkált anyagtól és a használt marófej átmérőjétől is függ. Fordítva fogalmazva; az optimális vágósebesség a fordulatszám és a szerszámátmérő függvénye. Az előtolási sebesség pedig a leválasztandó forgácsmennyiségtől, az  anyagminőségtől, a száliránytól és a vágóél élességétől függ. Megfelelő vágósebességgel megakadályozható a fa megégése. Az optimális tartományban a vágás minősége a lehető legjobb lesz, a forgácsolás tiszta és pormentes. A fordulatszámra általánosan érvényes: kis átmérőjű maróhoz nagyobb, a nagyobb átmérőjű maróhoz kisebb fordulatszám tartozik. A grafikonban a vágási sebesség, a fordulatszám és a szerszámátmérő összefüggését adjuk meg.
anyagminőségtől, a száliránytól és a vágóél élességétől függ. Megfelelő vágósebességgel megakadályozható a fa megégése. Az optimális tartományban a vágás minősége a lehető legjobb lesz, a forgácsolás tiszta és pormentes. A fordulatszámra általánosan érvényes: kis átmérőjű maróhoz nagyobb, a nagyobb átmérőjű maróhoz kisebb fordulatszám tartozik. A grafikonban a vágási sebesség, a fordulatszám és a szerszámátmérő összefüggését adjuk meg.
A jó minőségű forgácsoláshoz fontos a pontos köszörülés és a vágóél geometriája is, bár ezt inkább csak ellenőrizni tudjuk, legfeljebb egyenes vágóélű HSS szerszámnál van esélyünk az él utánköszörülésére. A homlokszög (g) befolyásolja a forgács kidobást, a marófogak élszöge (b) az élettartamot, míg a hátszög (a) a vágás minőségére gyakorol hatást (1). A vágószög a b+g-ból adódik. A nagyon kis átmérőjű szerszámoknak általában csak egy vágóéle van, ezeknek optimális a forgácskidobása. A közepes és nagy átmérőjű maróknak rendszerint két, beforrasztott keményfém vágóéle van. Léteznek három vágóélű szerszámok is, amelyekkel kis vágóerővel nagyon tiszta felületet kaphatunk (2).
 A tiszta élű és biztonságos maráshoz nagyon fontos a marás irányának helyes megválasztása. Ha vezetőléc nélkül, pusztán kézben tartott géppel dolgozunk, akkor számítanunk kell arra, hogy a gép ki akar térni az egyenes irányból. Mivel a marófej felülről nézve mindig az óramutatóval megegyezően forog, ezért a magunk felé húzott gép jobbra (3), az előretolt gép balra (4) akar kitörni. Egyenes hornyot marni vezetőléc nélkül szinte lehetetlen. A horonynak mindig az a fala lesz szebben (tisztábban) megmunkált, amelynél az előtolási irányba, szemben mozog a marókés. A másik oldal, ahol visszafelé jön, mindig érdesebb, szőrösebb lesz. Ezt az oldalt a szerszám visszahúzásával lehet lesimítani.
A tiszta élű és biztonságos maráshoz nagyon fontos a marás irányának helyes megválasztása. Ha vezetőléc nélkül, pusztán kézben tartott géppel dolgozunk, akkor számítanunk kell arra, hogy a gép ki akar térni az egyenes irányból. Mivel a marófej felülről nézve mindig az óramutatóval megegyezően forog, ezért a magunk felé húzott gép jobbra (3), az előretolt gép balra (4) akar kitörni. Egyenes hornyot marni vezetőléc nélkül szinte lehetetlen. A horonynak mindig az a fala lesz szebben (tisztábban) megmunkált, amelynél az előtolási irányba, szemben mozog a marókés. A másik oldal, ahol visszafelé jön, mindig érdesebb, szőrösebb lesz. Ezt az oldalt a szerszám visszahúzásával lehet lesimítani.
Az előbbiek miatt fontos, hogy az anyagszéleknél, párhuzamvezetőt használva, hogyan választjuk meg az előtolás irányát. Ha az előtolás a vágóél mozgásával egyirányú, akkor a párhuzamvezetőt a szerszámnál keletkező erő a munkadarab oldala felé húzza, és ez biztosítja a szerszám pontos vezetését (5).  Ha az előtolást fordítva választjuk meg, a marófejen keletkező erő elnyomja a gépet (a párhuzamvezetőt) a munkadarabtól (6), így a frissen mart él göröngyös, egyenetlen lesz. A vágóerők úgy megnőhetnek, hogy kitépik a használó kezéből a gépet. Az előbbi erőhatások érvényesülnek akkor is, ha nem az anyagszélnél dolgozunk, hanem zárt hornyot marunk. A párhuzamvezető mindig az előtolás irányától jobbra essen, hogy a keletkező erők nekihúzzák az anyag szélének (7), a vezetőléc viszont balra essen, hogy ugyanaz az erő nekitolja a talp lapolását a vezetőlécnek (8). Így a gép egyik esetben sem tud a szabad irányba kitörni.
Ha az előtolást fordítva választjuk meg, a marófejen keletkező erő elnyomja a gépet (a párhuzamvezetőt) a munkadarabtól (6), így a frissen mart él göröngyös, egyenetlen lesz. A vágóerők úgy megnőhetnek, hogy kitépik a használó kezéből a gépet. Az előbbi erőhatások érvényesülnek akkor is, ha nem az anyagszélnél dolgozunk, hanem zárt hornyot marunk. A párhuzamvezető mindig az előtolás irányától jobbra essen, hogy a keletkező erők nekihúzzák az anyag szélének (7), a vezetőléc viszont balra essen, hogy ugyanaz az erő nekitolja a talp lapolását a vezetőlécnek (8). Így a gép egyik esetben sem tud a szabad irányba kitörni.
A faanyag szálirányára merőlegesen, az anyagszélnél haladva a szerszám a sarkoknál kitörheti az anyagot. A száliránnyal párhuzamosan ez nemigen fordul elő. A tapasztalt asztalosok tudják, hogy ha egy anyagnak mind a négy oldalát körbe kell marni, akkor a munkát mindig az elülső oldalon és a szálirányra merőlegesen kezdik (9). A sarkoknál bekövetkező kitörést ugyanis jó eséllyel lemarják a szállal párhuzamosan végzett marásoknál, a harmadik vagy negyedik lépésben. Így a homlokoldal mindenképpen hibátlan lesz. Az ívelt élek marásánál nagy hasznát vehetjük a marószerszámon lévő vezetőcsapnak (10), vezető golyóscsapágyaknak (11), illetve megfelelő sablont használva a másolóhüvelynek (12). Egy sima felületen a vezetőcsap is könnyen végigcsúszik, így követhető vele bármilyen ívelt él, miközben a marószerszám azzal párhuzamos vállat mar. A vezető golyóscsapágyas marószerszámnál még könnyebb az ív követése, mert szinte semmilyen súrlódási erő nem keletkezik a támaszkodó felületen. A másolóhüvely a legtöbb felsőmarónak alaptartozéka. Tulajdonképpen egy - a talpba erősített - csőhüvely, amelynek ugyancsak az a funkciója, hogy már meglévő ívelt élet kövessen. Természetesen a cső és a marószerszám átmérője pontosan meghatározza, hogy az adott "párossal" milyen szélességű lépcsős vállat tudunk marni.
Az ívelt élek marásánál nagy hasznát vehetjük a marószerszámon lévő vezetőcsapnak (10), vezető golyóscsapágyaknak (11), illetve megfelelő sablont használva a másolóhüvelynek (12). Egy sima felületen a vezetőcsap is könnyen végigcsúszik, így követhető vele bármilyen ívelt él, miközben a marószerszám azzal párhuzamos vállat mar. A vezető golyóscsapágyas marószerszámnál még könnyebb az ív követése, mert szinte semmilyen súrlódási erő nem keletkezik a támaszkodó felületen. A másolóhüvely a legtöbb felsőmarónak alaptartozéka. Tulajdonképpen egy - a talpba erősített - csőhüvely, amelynek ugyancsak az a funkciója, hogy már meglévő ívelt élet kövessen. Természetesen a cső és a marószerszám átmérője pontosan meghatározza, hogy az adott "párossal" milyen szélességű lépcsős vállat tudunk marni. A párhuzamvezető szinte minden felsőmaró alaptartozéka, vezetőlécként pedig bármilyen egyenes léc és két gyorsszorító is megfelel. Az egyenes vonalú marásoknak ezek a legfontosabb tartozékai, segítségükkel valóban pontos munkát végezhetünk. A párhuzamvezetőt gyakran kiegészítik egy körzőcsúccsal, amelynek segítségével körív mentén marhatunk. Ez már kevésbé pontos, és inkább kétemberes munka; az egyik leszorítja a körzőcsúcsot, a másik pedig a felsőmarót vezeti. Opcionális tartozékként persze az előbbieknél sokkal precízebb kiegészítők is megvásárolhatók. Ilyen például a Bosch marókörző (13) és vezetősín (14) adapter készlete, amelynek segítségével egy kezelő is pontosan tud dolgozni. A körvágó feltétet (15) a párhuzamvezetőhöz lehet rögzíteni, és segítségével külső sugarakkal párhuzamosan lehet marni. Az alap párhuzamvezetőnek is van precízebb kivitele, amely finom-beállítási lehetőséggel rendelkezik (16), így minden - a széllel párhuzamosan futó - marási munka pontosan végezhető vele.
A párhuzamvezető szinte minden felsőmaró alaptartozéka, vezetőlécként pedig bármilyen egyenes léc és két gyorsszorító is megfelel. Az egyenes vonalú marásoknak ezek a legfontosabb tartozékai, segítségükkel valóban pontos munkát végezhetünk. A párhuzamvezetőt gyakran kiegészítik egy körzőcsúccsal, amelynek segítségével körív mentén marhatunk. Ez már kevésbé pontos, és inkább kétemberes munka; az egyik leszorítja a körzőcsúcsot, a másik pedig a felsőmarót vezeti. Opcionális tartozékként persze az előbbieknél sokkal precízebb kiegészítők is megvásárolhatók. Ilyen például a Bosch marókörző (13) és vezetősín (14) adapter készlete, amelynek segítségével egy kezelő is pontosan tud dolgozni. A körvágó feltétet (15) a párhuzamvezetőhöz lehet rögzíteni, és segítségével külső sugarakkal párhuzamosan lehet marni. Az alap párhuzamvezetőnek is van precízebb kivitele, amely finom-beállítási lehetőséggel rendelkezik (16), így minden - a széllel párhuzamosan futó - marási munka pontosan végezhető vele.
Irányértékek a marók vágási sebességéhez
| Szerkezeti anyag | HSS (m/s) | HM (m/s) |
| Puhafák | 50-80 | 60-90 |
| Keményfák | 40-60 | 50-80 |
| Forgácslemez | - | 60-80 |
| Bútorlap | - | 60-80 |
| Kemény forgácslap | - | 40-60 |
| Műanyag bevonatú lemez | - | 40-60 |