






.jpg "Ezermester 2026. májusi lapszám")



 A mindennapi gyakorlatban talán a lágyforrasztás művelete áll legközelebb a barkácsoló emberhez. Ennek az eszközigénye is a legalacsonyabb. Nem mintha nem lennének sok tízezer forintos nagy tudású készülékek a piacon, de 1-2 ezer forintos pillanatforrasztókkal is lehet forrasztani, ha nem is kényes munkákat. Az alábbiakban inkább azoknak kívánunk néhány gyakorlati tanácsot adni, akiknek ilyen amatőr felszerelésük van, és tudásuk sem éppen profi. Nem elektronikai alkatrészek, NYÁK-ok forrasztásával foglalkozunk, mert az már komolyabb (hőfokszabályozós) pákát és felkészültséget igényel.
A mindennapi gyakorlatban talán a lágyforrasztás művelete áll legközelebb a barkácsoló emberhez. Ennek az eszközigénye is a legalacsonyabb. Nem mintha nem lennének sok tízezer forintos nagy tudású készülékek a piacon, de 1-2 ezer forintos pillanatforrasztókkal is lehet forrasztani, ha nem is kényes munkákat. Az alábbiakban inkább azoknak kívánunk néhány gyakorlati tanácsot adni, akiknek ilyen amatőr felszerelésük van, és tudásuk sem éppen profi. Nem elektronikai alkatrészek, NYÁK-ok forrasztásával foglalkozunk, mert az már komolyabb (hőfokszabályozós) pákát és felkészültséget igényel.Eszközök
 Az alapfelszerelés tehát egy pillanatforrasztó, vagy szabályozatlan kézi forrasztó, amelyek között vannak 230 V-os és alacsony feszültségű, transzformátorral működő változatok is. Tudnunk kell azonban, hogy mihez, mekkora teljesítményre van szükségünk. A fentebb már említett áramköri lemezek forrasztásához 10-25 W teljesítmény is elég. Ugyanez elegendő vékony huzal beforrasztásához, egészen kis méretű alkatrészek forrasztásához. Ha viszont a fém alkatrészek nagyobbak, és gyorsan elvezetik a páka által termelt hőt, akkor nagyobb teljesítményre van szükségünk.
Az alapfelszerelés tehát egy pillanatforrasztó, vagy szabályozatlan kézi forrasztó, amelyek között vannak 230 V-os és alacsony feszültségű, transzformátorral működő változatok is. Tudnunk kell azonban, hogy mihez, mekkora teljesítményre van szükségünk. A fentebb már említett áramköri lemezek forrasztásához 10-25 W teljesítmény is elég. Ugyanez elegendő vékony huzal beforrasztásához, egészen kis méretű alkatrészek forrasztásához. Ha viszont a fém alkatrészek nagyobbak, és gyorsan elvezetik a páka által termelt hőt, akkor nagyobb teljesítményre van szükségünk.
Az izmosabb kézi forrasztópákák 50-100 W-osak, sőt még a 200 W-os sem ritka (a bádogos munkákhoz még nagyobbakat használnak, de az most nem tartozik témakörünkhöz). A nagyobb teljesítményű kézi forrasztóknak a külső méretei és persze a forrasztócsúcsa is nagyobb, így ezekkel meg finom munkákat nem lehet végezni. A pillanatforrasztóknál a forrasztóhegy cseréjével különböző teljesítményeket állíthatunk be; vékony pákaheggyel 10-20 W, a legvastagabbal akár 100 W feletti teljesítmény. A pillanatforrasztókra speciális vágó, olvasztó, csupaszító hegyek is szerelhetők, ezért egy ilyen készüléket még kisebb kézi forrasztópáka mellett is érdemes tartanunk. A páka mellett szükségünk van még forrasztóónra - lehetőleg gyantatartalmúra - amely feltekerve kapható, különböző átmérőkben. Ugyancsak üzletben vásárolhatunk forrasztóvizet (hígított sósavat), bár ezzel óvatosan bánjunk, mert nem csak azt marja meg, amit szeretnénk, másrészt a sikeres forrasztás után hamar a fémanyagok korrodálását okozhatja. Mindenképpen érdemes beszereznünk külön gyantatömböt is; szaküzletből, vagy egy sérült kérgű fenyőfáról lepattintva.
A páka mellett szükségünk van még forrasztóónra - lehetőleg gyantatartalmúra - amely feltekerve kapható, különböző átmérőkben. Ugyancsak üzletben vásárolhatunk forrasztóvizet (hígított sósavat), bár ezzel óvatosan bánjunk, mert nem csak azt marja meg, amit szeretnénk, másrészt a sikeres forrasztás után hamar a fémanyagok korrodálását okozhatja. Mindenképpen érdemes beszereznünk külön gyantatömböt is; szaküzletből, vagy egy sérült kérgű fenyőfáról lepattintva.
A forrasztás fontos segédeszközei a különböző fogók, csipeszek és piciny satuk. Még egy sima vezetékforrasztásnál is hamar rájövünk, hogy nincs elég kezünk. A meglévő kettőből az egyik a pákát tartja, a másik a forraszanyagot vagy a forrasztandó egyik féldarabot. Egy mindenképpen hiányzik majd, de néha kettő is, és akkor még nem beszéltünk arról, hogy a forrasztandó tárgyak forrók. Legpraktikusabb egy kis satu, sokszor még egy műanyag játéksatu is elegendő, egy jó csipesz és egy hegyes csőrű fogó.
Vezeték forrasztások
 Ez a leggyakoribb művelet, ami minden háztartásban szükséges lehet. A sodort vezetékeket - akár 230 V-os feszültséget vezetünk rajta, akár hangszóróhoz fut - soha ne kössük be csak azután, hogy lecsupaszított végüket ónnal befuttattuk. A csupaszítás után enyhén sodorjuk össze a vékony vezetékszálakat, majd vegyünk fel egy kis ónt a páka csúcsára, és úgy melegítsük fel a vezetékvéget, hogy mihelyt felforrósodott, azonnal mártsuk meg a gyantatömbbe. A gyanta a pákacsúcs és a felforrósodott vezetékvég hatására azonnal megolvad. Ez a gyantafürdő azonban legfeljebb 1-2 másodpercig tartson, azután emeljük ki a vezetékvéget, és körbeforgatva futtassuk be az ónnal. A gyantafürdő után valószínűleg szépen fog tapadni.
Ez a leggyakoribb művelet, ami minden háztartásban szükséges lehet. A sodort vezetékeket - akár 230 V-os feszültséget vezetünk rajta, akár hangszóróhoz fut - soha ne kössük be csak azután, hogy lecsupaszított végüket ónnal befuttattuk. A csupaszítás után enyhén sodorjuk össze a vékony vezetékszálakat, majd vegyünk fel egy kis ónt a páka csúcsára, és úgy melegítsük fel a vezetékvéget, hogy mihelyt felforrósodott, azonnal mártsuk meg a gyantatömbbe. A gyanta a pákacsúcs és a felforrósodott vezetékvég hatására azonnal megolvad. Ez a gyantafürdő azonban legfeljebb 1-2 másodpercig tartson, azután emeljük ki a vezetékvéget, és körbeforgatva futtassuk be az ónnal. A gyantafürdő után valószínűleg szépen fog tapadni.
Ha mégsem, akkor a vezetéket valamivel bevonták, vagy erősen oxidálódott. Ilyenkor használjuk a forrasztóvizet, amelybe néhány másodpercre mártsuk be a forrasztandó anyagot, vagy egy műanyag pálcikával cseppentsük rá a felületre. A gyanta ez után már nem kell, jöhet közvetlenül  a forrasztóón. Két vezetékvég összeforrasztásánál először mindkettőt futtassuk be ónnal, és az egyik véget satuba fogva, a másikat kézben tartva olvasszuk össze a két darabot. Ha szigetélésként a forrasztott részre zsugorcsövet kívánunk használni, akkor ne felejtsük el a csövet még az összeolvasztás előtt az egyik oldalra felhúzni. A forrasztás után már csak helyére kell húzni a zsugorcsövet, és ugyanazzal a pákával - körkörösen forgatva, melegítve - rázsugoríthatjuk a kötésre.
a forrasztóón. Két vezetékvég összeforrasztásánál először mindkettőt futtassuk be ónnal, és az egyik véget satuba fogva, a másikat kézben tartva olvasszuk össze a két darabot. Ha szigetélésként a forrasztott részre zsugorcsövet kívánunk használni, akkor ne felejtsük el a csövet még az összeolvasztás előtt az egyik oldalra felhúzni. A forrasztás után már csak helyére kell húzni a zsugorcsövet, és ugyanazzal a pákával - körkörösen forgatva, melegítve - rázsugoríthatjuk a kötésre.
A befuttatott vezetékvéget már könynyen tudjuk hálózati aljzatba, dugóba szerelni, mert ezekben csavaros rögzítéseket találunk. Lényegesen nehezebb a helyzet, ha egy vékony vezetékvéget egy RCA aljzatba, jack dugóba, jack aljzatba stb. kell beforrasztanunk. Egyrészt nagyon szűk a hely, ahol a pákacsúcs, a vezetékvég és a forraszanyag is el kell hogy férjen, másrészt a fém érintkezők gyakran hőre olvadó PVC-ből készülnek, és mire sikerül a beforrasztás, addigra elolvad, eldeformálódik az aljzat.
Először is próbáljuk megkerülni a feladatot. Ha van otthon gyárilag forrasztott csatlakozónk (tönkrement fülhallgatókról, hosszabbítókról levágva és eltéve, idővel szép kollekciót gyűjthetünk össze), akkor a munkát szabadon elérhető vezetékek összeforrasztására egyszerűsíthetjük. Így van helyünk, és a csatlakozó sem olvad el. Persze erre nincs mindig módunk, és akkor marad a kényesebb megoldás. Ide kis páka, kis teljesítmény kell, a már említett megolvadás elkerülésére, és ugyanezért a forrasztási időt is a lehető legrövidebbre kell fognunk. Az aljzatot mindig a forrasztandó érintkezővel fémes kontaktusban lévő részénél fogva fogjuk be kis fémsatunkba, hogy a felesleges hőt a satu elvezesse. A következő lépésben az érintkező sarut át kell futtatnunk ónnal. Ez azonban nem megy könnyen, mert a szükséges hőfokon csak igen rövid ideig tudjuk tartani a sarút, különben elolvasztja a befoglaló műanyagot. Használjunk ezért segédanyagot; vagy egy csepp forrasztóvizet, vagy egy morzsányi gyantát tegyünk a sarura, majd ez után melegítsük fel, és futtassuk rá az ónt. Ha az ón jól befogja a fémet, akkor a második lépcsőben már könnyen ráolvaszthatjuk - az előzőleg szintén befuttatott vezetékvéget. Forrasztás előtt ne felejtsük el a csatlakozó műanyagrészét a vezetékre felhúzni, mert utólag már nem lehet.
Ide kis páka, kis teljesítmény kell, a már említett megolvadás elkerülésére, és ugyanezért a forrasztási időt is a lehető legrövidebbre kell fognunk. Az aljzatot mindig a forrasztandó érintkezővel fémes kontaktusban lévő részénél fogva fogjuk be kis fémsatunkba, hogy a felesleges hőt a satu elvezesse. A következő lépésben az érintkező sarut át kell futtatnunk ónnal. Ez azonban nem megy könnyen, mert a szükséges hőfokon csak igen rövid ideig tudjuk tartani a sarút, különben elolvasztja a befoglaló műanyagot. Használjunk ezért segédanyagot; vagy egy csepp forrasztóvizet, vagy egy morzsányi gyantát tegyünk a sarura, majd ez után melegítsük fel, és futtassuk rá az ónt. Ha az ón jól befogja a fémet, akkor a második lépcsőben már könnyen ráolvaszthatjuk - az előzőleg szintén befuttatott vezetékvéget. Forrasztás előtt ne felejtsük el a csatlakozó műanyagrészét a vezetékre felhúzni, mert utólag már nem lehet.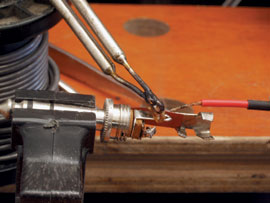 Amatőr gyakorlatunk következő - nem ritka - feladata egy levált gyári forrasztás megjavítása. Egy erősen igénybevett vezetékvég például idővel letörhet, megszűnik a háztartási gép áramellátása, és a hiba kijavításához csak a letört forrasztást kell visszaforrasztanunk. Egyetlen nehézségbe ütközhetünk; a gyári forrasztásoknál gyakran magasabb olvadási hőmérsékletű ónt használnak, és kis teljesítményű pákánkkal nem tudjuk megolvasztani a forrasztási pontot. Nagyobb teljesítményű páka kell tehát, vagy a pillanatforrasztóra kell felraknunk a vastagabb, nagyobb teljesítményű csúcsot. Ezt előre jól melegítsük fel (ne a forrpontra nyomva, a forraszanyaggal együtt), és csak akkor nyomjuk az ónra, mikor a pákahegy már elegendően meleg. Így elkerülhetjük, hogy a forrasztási pont körül - a hőtől - más alkatrészek megsérüljenek. A megolvasztott forrpontra már nem gond visszaolvasztani a levált vezetékvéget.
Amatőr gyakorlatunk következő - nem ritka - feladata egy levált gyári forrasztás megjavítása. Egy erősen igénybevett vezetékvég például idővel letörhet, megszűnik a háztartási gép áramellátása, és a hiba kijavításához csak a letört forrasztást kell visszaforrasztanunk. Egyetlen nehézségbe ütközhetünk; a gyári forrasztásoknál gyakran magasabb olvadási hőmérsékletű ónt használnak, és kis teljesítményű pákánkkal nem tudjuk megolvasztani a forrasztási pontot. Nagyobb teljesítményű páka kell tehát, vagy a pillanatforrasztóra kell felraknunk a vastagabb, nagyobb teljesítményű csúcsot. Ezt előre jól melegítsük fel (ne a forrpontra nyomva, a forraszanyaggal együtt), és csak akkor nyomjuk az ónra, mikor a pákahegy már elegendően meleg. Így elkerülhetjük, hogy a forrasztási pont körül - a hőtől - más alkatrészek megsérüljenek. A megolvasztott forrpontra már nem gond visszaolvasztani a levált vezetékvéget.

 Cikk elejére
Cikk elejére



