






.jpg "Ezermester 2026. májusi lapszám")



 Ha két fém alkatrészt nem oldhatóan, de szilárdan kell egyesíteni, akkor ezt legegyszerűbben lágyforrasztással lehet megoldani. Nem is kell hozzá más, csak egy páka és forrasztó ón. A valóság persze ennél árnyaltabb, már ha valóban jó eredményt akarunk elérni. Először is némi ismeretre van szükségünk az egyes fémek forraszthatóságát illetően, továbbá a szerszámok és a forraszanyagok jó megválasztása is jelentősen befolyásolja a forrasztott kötések minőségét.
Ha két fém alkatrészt nem oldhatóan, de szilárdan kell egyesíteni, akkor ezt legegyszerűbben lágyforrasztással lehet megoldani. Nem is kell hozzá más, csak egy páka és forrasztó ón. A valóság persze ennél árnyaltabb, már ha valóban jó eredményt akarunk elérni. Először is némi ismeretre van szükségünk az egyes fémek forraszthatóságát illetően, továbbá a szerszámok és a forraszanyagok jó megválasztása is jelentősen befolyásolja a forrasztott kötések minőségét. Lágy- és kemény forrasztás
Mint az köztudott, a forrasztás nem hegesztés, két anyag között ebben az esetben a forraszanyag csak felületi tapadása, diffúziója révén hoz létre nem oldható, pontosabban csak hő hatására oldódó, ám szilárd kötést. Az összeforrasztott anyagok között kohéziós kapcsolat nem jön létre! A diffúzió lényege, hogy az összeforrasztandó anyagok olvadáspontjánál alacsonyabb olvadáspontú forraszanyag atomjai kölcsönhatásba lépnek egymással, ami erős kötést hoz létre. Előnye, hogy viszonylag alacsony hőfok szükséges az ilyen kötésekhez.
 Az alkalmazott forraszanyag olvadáspontja alapján lágy- és keményforrasztási eljárás ismert. Általában 450 fokig lágyforrasztásról, míg az ennél magasabb hőmérsékletet igénylő kötéseknél a keményforrasztásról beszélünk. Elvileg mind a két eljárás azonos jellegű, ám ez utóbbi ad szilárdabb kötést. Ezt az alkalmazott forraszanyagok szakítószilárdsága okozza. Természetesen a keményforrasztáshoz más szerszámok szükségesek. A lágyforrasztáshoz elegendőek az 500 fokos hőmérsékletet biztosító forrasztópákák, míg a magas hőmérsékletet igénylő keményforrasztásokat már az éghető gáz és oxigén keverékével működő forrasztópisztolyok valamelyikével lehet kialakítani.
Az alkalmazott forraszanyag olvadáspontja alapján lágy- és keményforrasztási eljárás ismert. Általában 450 fokig lágyforrasztásról, míg az ennél magasabb hőmérsékletet igénylő kötéseknél a keményforrasztásról beszélünk. Elvileg mind a két eljárás azonos jellegű, ám ez utóbbi ad szilárdabb kötést. Ezt az alkalmazott forraszanyagok szakítószilárdsága okozza. Természetesen a keményforrasztáshoz más szerszámok szükségesek. A lágyforrasztáshoz elegendőek az 500 fokos hőmérsékletet biztosító forrasztópákák, míg a magas hőmérsékletet igénylő keményforrasztásokat már az éghető gáz és oxigén keverékével működő forrasztópisztolyok valamelyikével lehet kialakítani.
Lágyforrasztott kötések
 Előbb a munkába veendő felületeteket kell számba venni az alkalmazható szerszám szempontjából. A vastag vagy nagy felületű anyagok hőleadása jelentős, ezért összeforrasztásukhoz nagy teljesítményű, min. 300 W-os elektromos-, illetve a gázhevítésű, ún. tűzi pákák alkalmasak. Esetenként a jó kötés kialakításához a felületek előmelegítése is szükséges.
Előbb a munkába veendő felületeteket kell számba venni az alkalmazható szerszám szempontjából. A vastag vagy nagy felületű anyagok hőleadása jelentős, ezért összeforrasztásukhoz nagy teljesítményű, min. 300 W-os elektromos-, illetve a gázhevítésű, ún. tűzi pákák alkalmasak. Esetenként a jó kötés kialakításához a felületek előmelegítése is szükséges.
A vörösréz pákafejek alakja a feladathoz igazodó, és gyakori mechanikai és szalmiáksós vegyi tisztítást igényel a forrasztóón korróziós hatása miatt. Az alkalmazott forraszanyag általában 50-63 % óntartalmú, folyasztóként pedig valamilyen cink kloridos szert szoktak használni, amit azonban korróziós hatása miatt utólag le kell mosni. Csatornák, bádogos tárgyak, cink tetőlemezek összeerősítésénél e módszert alkalmazzák.
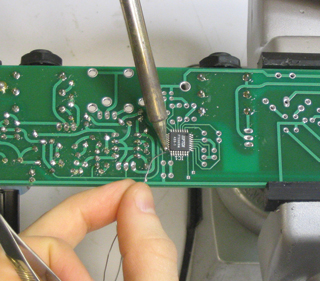
Nagyon gyakori feladat a híradástechnikai- és hasonló jellegű, kis felületű, pl. vezetékek, apróbb fém alkatrészek egymáshoz forrasztása. Ezek összeerősítéséhez szinte csak elektromos pákákat szokás már használni. Van aki e célra 230 V-os hálózatról közvetlenül működő ún. pillanatforrasztót, mások pedig különböző teljesítményű és állandó fűtésű elektromos pákát használnak. A pillanatforrasztók gyorsan bevethetők, ám gyors felhevülésük miatt csak szakaszosan használhatók. A teljesítményük általában 75, 100 és 130 W, vékony rézhuzal hegyük pedig csak kis helyek felhevítésére alkalmas. A hegyek cserélhetők, és egyes típusoknál hozzávetőlegesen ezekkel állítható be a forrasztási hőmérséklet. Ennek ellenére a viszonylag magas és nehezen szabályozható hőmérsékletük miatt kényesebb feladatok elvégzésére alkalmatlanok, kezelésük pedig elég nehézkes.
 Az egyszerű, 230 V-os, állandó üzemű elektromos pákák választéka teljesítményük tekintetében elég változatos, 15-200 W közötti, ám ezek hőfoka sem szabályozható precízen, legfeljebb a különféle cserélhető hegyekkel és ki-be kapcsolásukkal közelíthető meg a forrasztáshoz ideális hőfok. Minél nagyobb a forrasztandó felület, annál nagyobb teljesítményű páka szükséges a forrasztásához.
Az egyszerű, 230 V-os, állandó üzemű elektromos pákák választéka teljesítményük tekintetében elég változatos, 15-200 W közötti, ám ezek hőfoka sem szabályozható precízen, legfeljebb a különféle cserélhető hegyekkel és ki-be kapcsolásukkal közelíthető meg a forrasztáshoz ideális hőfok. Minél nagyobb a forrasztandó felület, annál nagyobb teljesítményű páka szükséges a forrasztásához.
A kimondottan precíziós forrasztási feladatokat csak a szabályozható hőfokú, ún. forrasztóállomásokkal lehet kifogástalanul elvégezni. Ezek hőfoka stabilizálható, és a forraszanyaghoz igazodva választható meg. A teljesítményük ezeknek is változó, a forrasztóhegyük ugyancsak a célnak megfelelően megválasztható, cserélhető, de csak az adott típusnak megfelelők használhatók hozzájuk. Az elektronikai munkákhoz csak ilyeneket ajánlott használni.
Léteznek még gázos hevítésű és akkumulátoros forrasztók is, amelyek bárhol használhatók. Az elemesek, ill. akkumulátorosak hátránya, hogy rövid az üzemidejük, a gázhevítésűeknek pedig nehéz jól beállítani az üzemi hőmérsékletüket, és ezek is elég korlátolt ideig használhatók.
Forraszok és felületnedvesítők
 A forrasztásnál a fém-tiszta felületeken kívül alapkövetelmény, hogy az ötvözet olvadáspontja mindig alacsonyabb legyen az összeforrasztandó anyagokénál, továbbá, hogy az olvadási hő ne károsítsa (pl. az elektronikai) alkatrészeket, kábelszigeteléseket és a panelek fóliabevonatát. A forraszanyagot ezért úgy kell megválasztani, hogy az a legalacsonyabb olvadáspontú legyen, és e mellett szilárd kötést eredményezzen.
A forrasztásnál a fém-tiszta felületeken kívül alapkövetelmény, hogy az ötvözet olvadáspontja mindig alacsonyabb legyen az összeforrasztandó anyagokénál, továbbá, hogy az olvadási hő ne károsítsa (pl. az elektronikai) alkatrészeket, kábelszigeteléseket és a panelek fóliabevonatát. A forraszanyagot ezért úgy kell megválasztani, hogy az a legalacsonyabb olvadáspontú legyen, és e mellett szilárd kötést eredményezzen.
A forraszok olvadáspontját az összetételük határozza meg. Általában ón-ólom ötvözetek és rúd, vagy huzal kivitelűek. Az ón tartalom növekedésével csökken a forrasz olvadáspontja, de a terhelhetősége is. Egyes forraszok cadmiumot és bizmutot is tartalmaznak, amelyek ugyancsak olvadáspont csökkentő hatásúak, így az 140-160 °C, vagy akár 70-100 °C is lehet is lehet, ami a híradástechnikai és precíziós forrasztásoknál lényeges szempont.
 A forrasztó ónok tapadását elő kell segíteni, amit a különféle a felületeket nedvesítő folyasztószerek alkalmazásával lehet elérni. Ezek, bizonyos esetekben magában a forraszanyagokba vannak beágyazva. Előnyük, hogy így csak a szükséges mennyiségű tisztító és folyasztószer kerül a forrasztandó felületre.
A forrasztó ónok tapadását elő kell segíteni, amit a különféle a felületeket nedvesítő folyasztószerek alkalmazásával lehet elérni. Ezek, bizonyos esetekben magában a forraszanyagokba vannak beágyazva. Előnyük, hogy így csak a szükséges mennyiségű tisztító és folyasztószer kerül a forrasztandó felületre.
Szerepük a megolvadt forraszanyag diffúziójának az optimalizálása. A bádogos munkákhoz általában agresszív tisztító hatású forrasztóvizet azaz cinkloridot használnak, aminek korróziós utóhatását langyos vízzel semlegesítik. Ennél enyhébb korróziós hatású a cinkklorid, ammóniumklorid és szerves zsírok folyékony vagy pasztaszerű keveréke, amely 200-400 fok között használható. Ez vékony lemezek, huzalok tisztítására használható, és utólag langyos, oldószeres vízzel semlegesíthető a korróziós hatása.
Természetes alapú nedvesítő- és tisztítószer a fenyőgyanta, amit leginkább a híradástechnikai jellegű forrasztásoknál alkalmaznak. Semleges kémhatása miatt utólagos tisztítást nem igényel. Ez a precíziós forrasztások segédanyaga is, és a legtöbb esetben magába a forraszanyagba van ágyazva.
 Cikk elejére
Cikk elejére



