




























Amit a lánghegesztésről tudni kell
- 2008. máj. 1.
- 6 perc olvasás

Az előző két lapszámban nagy vonalakban áttekintettük a bevontelektródás kézi ívhegesztés berendezéseit, segédanyagait, megismertük az eljáráshoz tartozó alapvető fogásokat. A következőkben a lánghegesztés alapjait szeretnénk megismertetni azon olvasóinkkal, akik eddig nem foglalkoztak behatóan az eljárással, de érdeklődnek a téma iránt. Mindazonáltal reméljük, hogy gyakorlott olvasóink is találnak benne érdekes vagy eddig még esetleg ismeretlen részeket.
Hasonlóan a már tárgyalt ívhegesztéshez, a lánghegesztés is ömlesztő hegesztési eljárás, csak éppen itt nem az ív, hanem a magas hőmérsékletű láng ömleszti meg az anyagot. Az eljárás előnyei a mobilitás (könnyen szállítható, pl. egy gyár területén belül), nincs elektromos hálózathoz kötve (használható pl. hálózat nélküli hétvégi

telken, építkezésnél stb.), továbbá az is, hogy igényes varratok készíthetőek vele, és akkor még nem beszéltünk a kiegészítő eszközökről, melyekkel számos lángos feladat végezhető el. A hegesztőpisztolyok, kiegészítő berendezések és szerelvények skálája igen széles, könnyen találhat megfelelő öszszeállítást az is aki napi rendszerességgel, munkájához használja az eljárást, és az is aki csak barkács célra rendezkedik be ilyen eszközökkel. Mivel cikkünk elsősorban barkácsolóknak, hobbi felhasználóknak szól, fontos szót ejtenünk az ilyen szintű lánghegesztő berendezésekről. Körbejárva a piacon, néhány nagy barkácsáruházunk polcain a CFH cég lánghegesztő berendezéseivel találkozhatunk. Bár magáról a cégről nem rendelkezünk információval, de láthatóan igen széles skáláját nyújtja a nem-ipari szintű lánghegesztő berendezéseknek és tartozékainak.

Szintén nagy választékra számíthat, aki a Rothenberger termékeit választja. A cég megoldást kínál az időszakos munkákat végző ezermestereknek éppúgy, mint a lánghegesztést ipari szinten használó szakembereknek vagy cégeknek. A különbség elsősorban a használt palackok mérete és a hegesztőpisztolyok teljesítményében mutatkozik. Amennyiben évi pár alkalommal használjuk csak berendezésünket, az alacsonyabb költség és a könnyebb szállíthatóság miatt érdemes kisebb, 2-5-10 kg-os gázpalackokat vásárolni, melyek töltése sem terheli meg annyira pénztárcánkat. A szerényebb teljesítményű hegesztőpisztolyoknál tartsuk szem előtt, hogy nem egész napos használatra és vastag fémtárgyakhoz, hanem elsősorban házi felhasználásra, pl. fűtéscsövek hegesztésére, ill. rézcsövek keményforrasztására készültek. Palackok és gázok

Az összehegesztendő darabok megömlesztéséhez igen magas hőmérséklet szükséges, melyet a lánghegesztés esetében éghető gáz elégetésével nyerünk. A leggyakrabban alkalmazott gáz az acetilén (C2H2), amely levegővel elégetve kb. 2200, tiszta oxigénnel pedig kb. 3200 °C-os lánghőmérsékletet eredményez. Az acetilén tárolását nehezíti, hogy egy igen erősen disszociáló gázról van szó, ez azt jelenti, hogy 2 bar nyomás felett robbanásszerűen elbomlik. Az acetilént vagy fejlesztőből nyerik, vagy pedig előre palackozzák. A palackozott acetilént acetonban nyeletik el, mellyel aztán egy porózus anyagot itatnak át. Így érik el, hogy ne keletkezzék a palackon belül, nagyobb méretű üreg, ugyanis 10 bar felett az acetonban elnyeletett acetilén is robban, ha egy diónál nagyobb összefüggő térfogatot tölt ki. Az így készült gázt dissous-gáznak nevezik. Az acetilénes palackok szabványos színe a citromsárga. Mint már említettük a magasabb hőmérséklet és a tisztább égés eléréséhez oxigénre van szükség, amit szabványosan kék színű palackban hoznak forgalomba. Magyarországon több cég is foglalkozik ipari gázok (ezen belül hegesztéshez használt gázok) árusításával. Így például a Linde Gáz Magyarország Rt., valamint a Messer Hungarogáz Kft. Mindkét cég nagy tapasztalatokkal rendelkezik a hegesztés területén, és Magyarországon kívül, Európa számos országában jelen vannak. Nemcsak a különböző hegesztési eljárások gázproblémaira nyújtanak megoldást, hanem kínálataikban megtalálhatók a lánghegesztés eszközei, pisztolyok, gázreduktorok, visszaégés gátlók.
Reduktorok és visszaégés gátlók

A gázreduktorok feladata a palackokban uralkodó nyomás csökkentése, szabályozhatóvá tétele. Számszerűleg az acetilén esetében kb. 0,1-0,5 bar túlnyomást, az oxigénnél pedig 1-2,5 bar túlnyomást szokás a lánghegesztésnél alkalmazni. A reduktortól a hegesztőpisztolyig nyomásálló csövek vezetnek. A modern lánghegesztés apró, de elengedhetetlen biztonsági kellékei a lángvisszaégés-gátlók. Ezeket a berendezéseket több helyen is el lehet helyezni, pl. a hegesztőpisztoly és a cső közé iktatva és/vagy a palackon

lévő reduktor után. Céljuk a láng visszaégésének megakadályozása, az ebből fakadó balesetek elhárítása. A láng visszafelé égése abban az esetben következhet be, ha a gáz kiáramlási sebessége kisebb, mint az égés sebessége. Túl nagy kiáramlás esetén viszont a gáz elfújja a lángot. A visszaégések között különbséget teszünk attól függően, hogy az égés meddig terjed vissza. Lángviszszavágásról beszélünk, ha a láng a pisztoly fejéig jut el. Ez esetben intenzív, pattogó hangot hallunk, melyet a gáz kiáramlási sebességének növelésével szüntethetünk meg. Lángvisszacsapásnak hívjuk azt a jelenséget, ha a láng a keverőszárig ég vissza. Ez nem mindegyik égőtípus

esetén lehetséges, de ahol előfordulhat, ott éles, sípoló hang kíséri. Ilyenkor pár másodpercünk van arra, hogy a palackon elzárjuk a reduktorok csapját, más esetben a keverőszár átég, átolvad. Amennyiben a láng a csővezetékbe is eljut, lángvisszaégést emlegetünk. Ez utóbbi elkerülhető a már említett lángvisszaégés-gátlók használatával.
Hegesztőpisztolyok
A lánghegesztés hallatán a hegesztőpisztolyok jutnak legelőbb eszünkbe. Nézzük át röviden a két alaptípusát. A kisnyomású (más néven injektoros) hegesztőpisztolyban az éghető gáz kis nyomással kerül a pisztoly szárába és a nagyobb nyomású oxigén ragadja magával az injektorban. A két gáz a fej mögötti csőben keveredik egymással. A gázmennyiség változtatását az égőfejek cseréjével lehet biztosítani. Nagynyomású (keverőkamrás) hegesztőpisztolyt abban az esetben használunk, ha magas, 1-1,5 bar-os égőgáz áll rendelkezésünkre. Ez esetben az égőgáz és az oxigén egy keverőtérben találkoznak, és innen haladnak tovább a fej irányába. A nagynyomású égők stabilabb keverék-összetételt biztosítanak, viszont amennyiben nem áll rendelkezésünkre nagy nyomású acetilén, használhatatlanná válnak. Hegesztőpisztolyokat, cserélhető fejeket és biztonsági berendezéseket forgalmaz például a GCE csoport, a Rothenberger cég valamint a már említett Messer is.
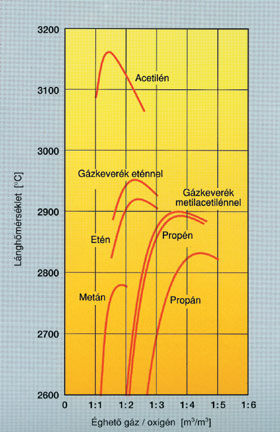

Láng
Az acetilén levegőn elégetve kormozva, egyenetlen nagy lánggal ég. Tiszta oxigénben elégetve viszont intenzív, határozott körvonalú, magas hőmérsékletű szúrólángot kapunk. A láng szabad szemmel (megfelelő szűrésű védőszemüveg mögül!) több részre bontható. A terjedelmesebb alacsonyabb hőmérsékletű lángrész a másodlagos (szekunder láng), a lángmag pedig a számunkra is hasznos primer láng, ami elérheti a 3000-3200 °C-ot is. Essék pár szó a különböző lángtípusokról, melyeket az égőgáz vagy az oxigén szabályozásával változtathatunk. Alapvetően megkülönböztetünk oxidáló, redukáló és semleges lángot. Oxigénben dús lángot egyedül a sárgaréz hegesztéséhez használunk, acélok esetében az oxigén bediffundál a varratba és gyengíti azt. Redukáló (karbonképző) lángot az öntöttvasak lánghegesztésénél használunk, amely azért hasznos, mert a magas karbontartalmú (széntartalmú) acélból kevesebb szén ég ki, mintha semleges vagy oxidáló lángot használnánk. A leggyakrabban használt lángtípus a semleges láng. Ezt legegyszerűbben úgy érhetjük el, hogy a lángot acetilénben dússá tesszük, majd az oxigén finom adagolásával elérjük, hogy a lángmag éles határvonalai előtűnjenek. Semleges lánggal hegeszthető az acélok nagy része, színesfémek, az alumínium és ötvözetei. Ez utóbbiakhoz az oxidréteg eltávolítása további előkészületeket és/vagy speciális hegesztőpálcát igényel. Szokás kemény és lágy lángról is beszélni. Kemény lángot akkor kapunk, ha nagy a gázkeverék kiáramlási sebessége, kis sebesség mellett pedig lágyat kapunk. Mindkét szélsőséges érték kerülendő, a korábban már említett okok miatt.
Technológia

A lánghegesztés látványos folyamat, de mindemellett gyakorlatot és gyakorlást igényel. A láng begyújtása után finoman adagolva az oxigént beállítjuk az anyagunkhoz a megfelelő lángösszetételt. A hegesztés történhet hozaganyaggal vagy anélkül. A hozaganyag hasonlóan a bevonatos elektródákhoz hasonlítson az alapfémhez; ez esetben érhetők el a legjobb mechanikai tulajdonságok. Figyelembe kell még vennünk az esetleges későbbi hőkezelés mértékét, valamint az égőgáz fajtáját is. A megfelelőre beszabályozott láng magjának csúcsát 2-3 mm-re eltartva az alapfémtől egy kis fémfürdőt képzünk, amely annál gyorsabban alakul ki minél keményebb a láng. Amennyiben a kiáramló gáz mennyisége nem elégséges a fémfürdő stabil fenntartásához, használjunk nagyobb átmérőjű égőfejet, vagy keményebb lángot. A fémfürdő kialakulása után elkezdhetjük az alapanyag hegesztését, a hozaganyag adagolásával. Kétféle alapvető eljárás létezik, a balról-jobbra és a jobbról-balra hegesztés. Előbbi eljárás a vékonyabb, utóbbi a vastagabb (>4 mm) lemezeknél gazdaságos. Mindkét esetben a pálca a bal, a hegesztőégő pedig a jobb kezünkben van (jobbkezesek esetén). Balról-jobbra hegesztésnél a pálca halad elöl, mögötte pedig az alapfém síkjával kb. 60°-ot bezáró hegesztőpisztoly. Ez esetben a pálcát mártogatással olvasztjuk egybe a fémfürdővel. Ilyenkor a pálca anyaga a lánggal szembe folyik, csökkentve a láng fúvóhatását. Jobbra-hegesztéskor a pisztolyt laposabban, kb. 45°-ban tartjuk, és megvárjuk, amíg kialakul a jellegzetes kulcslyuk alakú fémtócsa. A hegesztőpálca ilyenkor a pisztoly mögött halad, és a gáz fúvóhatása az ömledékre teríti rá a pálca anyagát. Ez több hibalehetőséget is kiküszöböl. Így például a varrat túl gyors dermedését, a bizonytalan kötést és átolvasztást. Jobbra-hegesztés esetében a pálca folyamatosan belelóg az ömledékbe, és a leolvadt fém egyenletes eloszlatását a pálca finom, lengető, szétkenő mozgatásával valósítjuk meg.
Lángvágás

A lánghegesztésnél használt gázok és berendezések, különböző hegesztőpisztolyokkal, kiegészítőkkel kombinálva, több célt is megvalósíthatnak. Ezek közül talán a leggyakrabban használt eljárás a lángvágás, amely a manapság egyre terjedő lézer, víz és egyéb pontosabb vágási eljárások mellett kezd háttérbe szorulni, de vannak helyzetek, ahol viszont nem pótolható, és bizonyos megkötések mellett kielégítő eredményt nyújt. A lángvágásnál használt hegesztőpisztoly abban különbözik az előbb tárgyaltaktól, hogy az acetilén és az égést tápláló oxigén mellett egy harmadik, önálló csatornát is magában foglal, az ún. vágó-oxigén számára. Ezen túl a hegesztőfejet körben apró furatokkal látják el, amelyen keresztül az acetilén-oxigén gázkeverék távozik, és hevíti az elvágandó fémet, hasonlóan a lánghegesztéshez. A fej közepén pedig egy külön nyílás található a vágóoxigén számára mely egy kar vagy egy csap segítségével külön szabályozható. Az eljárás lényegéből adódóan olyan fémek vághatók csak el, melyek oxidja alacsonyabb olvadáspontú, mint maga az alapfém. Így tehát pl. az acélok. Alumínium vágására viszont épp ezért nem használható. A hevítő lánggal a fémet izzásig hevítjük, majd ezután elzárjuk a hevítő lángot, és kinyitjuk a vágóoxigén csapját. A kiáramló oxigén folyamatosan oxidálja az anyagot, egyfajta önfenntartó folyamatot végez, addig, amíg az anyag teljes keresztmetszetében át nem égett. A lángvágás tehát nem egyenlő az anyag szétolvasztásával, hanem egy folyamatos oxidációs folyamat, amelynek eredménye egy viszonylag pontatlan vágásfelület. A keletkező ömledéket a vágó-oxigén nyomása fújja ki a vágási résből. A lángvágás egyik előnye, hogy jól gépesíthető. Egy mozgó kocsi segítségével egyenes vágást érhetünk el.


