






.jpg "Ezermester 2026. májusi lapszám")



 Az idősebb barkácsolók tán még emlékeznek rá, hogy univerzális barkácsgépük körfűrészét a szervizek szerszámgyilkosnak "becézték". Nem is alaptalanul, hiszen az akkori alapgépeket könnyű volt túlterhelni, leégetni a gyors és szakszerűtlen használat során. Azóta viszont nagyot változott a világ, ma már szinte lehetetlen tönkretenni a körfűrészgépeket. Igényesen kialakított szerkezetük feladatukhoz igazított, a megmunkálandó anyaghoz való fűrésztárcsákat alkalmazva a használatuk biztonságos és kényelmes is. Ám ehhez az is szükséges, hogy ismerjük körfűrészünk adottságait, mindig a megmunkálás minőségéhez megfelelő fűrésztárcsákat alkalmazzuk.
Az idősebb barkácsolók tán még emlékeznek rá, hogy univerzális barkácsgépük körfűrészét a szervizek szerszámgyilkosnak "becézték". Nem is alaptalanul, hiszen az akkori alapgépeket könnyű volt túlterhelni, leégetni a gyors és szakszerűtlen használat során. Azóta viszont nagyot változott a világ, ma már szinte lehetetlen tönkretenni a körfűrészgépeket. Igényesen kialakított szerkezetük feladatukhoz igazított, a megmunkálandó anyaghoz való fűrésztárcsákat alkalmazva a használatuk biztonságos és kényelmes is. Ám ehhez az is szükséges, hogy ismerjük körfűrészünk adottságait, mindig a megmunkálás minőségéhez megfelelő fűrésztárcsákat alkalmazzuk.A körfűrész gépekről általában
A gépi szerszámok között hagyományosnak mondható körfűrészgépek általában hosszanti-, kereszt- és ferdevágások végzésére a legalkalmasabbak. Egyenesen vágni ugyan más fűrészgépekkel is lehetséges, ám a pontos leszabási munkákhoz a körfűrészgép felel meg leginkább. A sebesen forgó fűrésztárcsa ugyanis nem teszi lehetővé a vágás vonalának jelentős elhajlását. Ez természetesen nem jelenti azt, hogy ezzel a géppel nem lehet görbén vágni, de az egyenestől való eltérés ezzel a szerszámgéppel a legcsekélyebb mértékű még szabadon vezetve is. Ennek oka többnyire az, hogy a gép fokozatos előtolása közben apró oldalra feszülések is előfordulnak, és a fogak máris nem a kijelölt nyomvonalon haladva forgácsolják az anyagot, hanem kissé mellé "harapnak". Ezen a vonalon haladva már a jelöléstől távolodva fűrészelünk. Amint persze észrevesszük a tárcsa eltévelyedését, némi ellentartással vágunk tovább, és ezért lesz enyhén hullámos az ilyen vágás éle. Ebből egyértelműen kitűnik, hogy egyenes vágásokhoz mindenképpen meg kell vezetnünk a fűrészgépet.
A korszerű körfűrészgépektől alapvető biztonságot, pontos vágást és jó kezelhetőséget várunk el. Ezek a kezdetben egyszerű gépek idővel egyre precízebbé, bonyolultabbá váltak. Kedvezőbb lett a súlypontjuk, ergonómiai szempontok szerint tervezték meg a burkolatukat, markolatukat, gondoskodtak a hatékony porelszívásról, ami a gépek kényelmesebb, biztonságosabb használatát szolgálta. A pontosabb munkavégzést igényesen kivitelezett felfüggesztések, szögbeállítók és állítható oldalvezető sín segíti. Villamos szerkezetüket is jelentősen megváltoztatták a különféle biztonsági- és szabályozó elektronikák, amelyeknek következtében az anyaghoz megfelelő fordulatszám választható, többnyire fokozat nélkül, lassú felfutás mellett, nem egy már túlterhelésvédő áramkörrel is rendelkezik. Mivel a megmunkálandó anyagok köre is bővült, a körfűrészgépekre felfogható fűrésztárcsák választéka is egyre szaporodik, s ezek cseréjét is igyekszik minden gyártó megkönnyíteni, egyszerűbbé tenni.
A körfűrészek használata
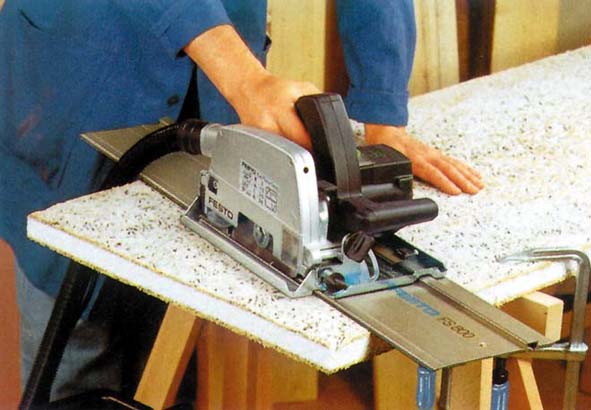
A különféle márkájú fűrészgépek többé-kevésbé hasonló tulajdonságúak, bár a megoldásaik eltérőek lehetnek, egyéni használatukat ez csak némileg befolyásolja. Mint már említettük, mindegyik főleg hosszú, egyenes vágásokra, darabolásra, ferde (gérbe) vágásokra alkalmas. A vágások egyenességét - főként hosszú daraboknál - az alkalmazott párhuzam-, vagy más vezetővel biztosíthatjuk (1). A munkadarab megfelelő alátámasztásáról is ajánlatos gondoskodnunk. A kisebb munkadarabokat csavaros szorítóval szokás a munkaasztalra rögzíteni, de úgy, hogy ez a fűrészelést ne akadályozza, és a fűrésztárcsa se kerüljön messze az asztal szélétől (2).
A tisztább munka érdekében célszerű kihasználni a fűrészgépek már általánossá vált porelszívó adottságát. Huzamosabb munkához a porszívó használata (3) az előnyösebb, rövidebb munkákhoz azonban a textil porzsák is megfelel.
Ha ferde szögben kívánunk fűrészelni, akkor pontosan állítsuk be a tárcsa dőlésszögét, kellően rögzítsük is. A munkadarab vége azonban kellő alátámasztás nélkül soha ne legyen a "levegőben", mert így könnyen átveheti a gép rezgését, ami befolyásolhatja a vágás pontosságát (4) is. Mindig arra kell törekedni, hogy a munkadarab minél szilárdabban legyen rögzítve, a vágást semmi ne akadályozza, útjába se legyen semmi, a fűrészgépet - mögötte állva - kényelmesen kezelhessük.
A fűrészelés megkezdése előtt a gépet a feladathoz igazodva kell beállítani. A vágandó anyag fajtája szerint kell megválasztani és beállítani a fűrészgép fordulatszámát, ha erre lehetőség van (5). A beállítás helye és módja géptípusonként változó. A fűrésztárcsát is vizsgáljuk meg, hogy megfelelő-e a célnak. Ezek ugyanis a fogazatuktól függően más és más anyagokhoz valók és vágási minőségük sem egyforma. Az esetleges cserét egyes gépeken rögzíthető tengely könnyíti meg (6).
Ha a gépet átvágásra kívánjuk használni, akkor teljesen ültessük le a talpra, ha pedig a vágás mélysége adott, úgy ezt a tárcsa, illetve a gép talpfölé emelésével állítsuk be. Rögzítés után a talp síkjából kiálló tárcsarész magasságát tolómérővel lemérve ellenőrizzük. Ám mivel néha nehéz a fog csúcsát lemérni, egy rövidebb próbavágáson pontosan lemérhetjük a vágás mélységét.
Gérbevágáshoz a gép és a tárcsa függőlegeshez viszonyított szögét kell a kívánt értékre állítani. A ferde szögű alávágás max. 45 fok lehet. E funkciók beállítását a legtöbb gépen csavaros rögzítések biztosítják, némelyeken pedig gyorsrögzítő karok könnyítik meg (7, 8).
A gépek mindegyikén található párhuzamvezető is, amit csak akkor célszerű használni, ha a darab széle garantáltan egyenes, és a levágandó darab nem túl széles. E vezetőléc ugyanis csak a szárhosszának mértékéig használható, egyébként a fűrészgépről ajánlatos leszerelni, mert akadályozná a gép talpának a felfekvését. A hosszú vágásokhoz vezetékként garantáltan egyenes élű szélesebb léc, vagy fémidom is megfelel, feltéve, ha az szilárdan a munkadarab felületére rögzített.
Minden körfűrészgépnek megvannak a maga sajátosságai. A barkácsoláshoz használhatók általában közepes teljesítményűek, a vágási mélységük alig-alig tér el az ipari alapgépekétől. Ám míg ezek tartós üzemre készültek, a barkácsfűrészeket a rendszeres, naponkénti többórás erőltetett ütemű használat hamar tönkreteszi. A kisebb teljesítmény-felvételű gépek magától értetődően kíméletesebb használatot igényelnek, de egyébként alapfunkcióikat illetően mindent tudnak, amit kell, csak a saját korlátaikon belül. Ezért is lényeges, hogy megfelelően mérjük fel: az adott munkára megfelel-e a kis teljesítményű gép is. Lényeges a vágandó anyag vastagsága és a használt gép átvágási adottsága is.
A minden szempontból beállított gép bekapcsolása után használható. A beállított fordulaton üzemelő gépet azonban csak lassan toljuk az anyagra, mert a túl nagy előtolás következtében a kuplungos gépek "leoldanak", még a lassú felfutású fűrészgépek tárcsáját sem árt kezdéskor érzéssel mélyíteni az anyagba. Ezzel kíméljük a fűrészgépet, és a tárcsát sem terheljük túl. Az előtolás mértékét is érdemes visszafogni, különösen a keményebb anyagokban, vagy finom fogú tárcsák használatakor.
Ezek lassú előtolást igényelnek, a nagy előtolás pedig többnyire túlterheli a fűrészgépet és a tárcsát egyaránt. Az elektronikus gépeken ugyan van túlterhelésvédő, amely lekapcsolja a gépet, s csak a tekercsek lehűlése után adnak lehetőséget az újraindításukra, de az egyszerűbb fűrészgépekre - az elektronika hiánya miatt - veszélyes lehet a túlterhelés okozta tekercshőmérséklet megemelkedése.
A körfűrészek általában "átvágók", azaz a tárcsa beállított helyzetében szilárdan rögzített a használata közben. Ám léteznek ún. merülőtárcsás gépek, amelyek ettől eltérően működnek. Ezeknél a fűrésztárcsa alaphelyzetében a talp fölé emelt, vágáskor az előre beállított mértékben mélyíthető az anyagba. Barkácsoláshoz is nagyon jól használhatók, ám ezek már "intelligens" szakipari gépek, és még a legegyszerűbb Festo merülő körfűrészgép is - csak az árát tekintve - igen drága. Nagyobb volumenű, huzamosabb használatot igénylő munkákhoz viszont kiemelkedően sokoldalú elektronikája, magas színvonalú kivitele, egyéb különleges szerkezeti adottságai méltányolandók. Az igényes és nagyon aktív barkácsolónak egy hasonló színvonalú gép garantáltan hosszú-hosszú évekig megbecsült és megbízható szerszáma lehet. Ez mindenképpen hosszú távú beruházás, amely azonban csak akkor térül meg, ha az igényeket kellő előrelátással mértük fel.
A körfűrészek között akad kettős célra kialakított gép is, amely ácsmunkák végzését is lehetővé teszi (pl. Kress gyártmányú). Igaz, ehhez a fűrésztárcsa helyére láncfűrész elemet kell felerősíteni (9). A gép vágási mélysége ezáltal 200 mm-re növekszik, méretes gerendák pontos szögbe vágása is megoldható vele (10). Speciális célokra, nevezetesen gyakori darabolásra pedig a hordozható gérvágó fűrészek (11) használhatók. E speciális fűrészgépekkel nagy pontosságú szögbevágásokat, és leszabásokat lehet végezni. Főként olyan igényes munkák kivitelezésében nagy segítség az ilyen gép, amelynek során gyakoriak az illesztett kötések, és fontos a nagy pontosság.
 Körfűrésztárcsák és jellegzetességeik
Körfűrésztárcsák és jellegzetességeik
Fűrészeléskor a gép mindig együtt dolgozik a tárcsával, de ideális esetben a használójuk is aktív részese ennek a furcsa hármas viszonynak. Eredménye pedig a vágás, amelynek minősége és teljesítménye nemcsak a fűrésztárcsa fogainak alakjától, hanem a vágott anyag tulajdonságaitól, a gép fordulatszámától és az előtolás sebességétől függ. E mellett azonban egyáltalán nem lényegtelen szempont, hogy milyen fogazatú fűrésztárcsákat használunk. A nagyteljesítményű körfűrészlapok keményfémlapka betétesek. A nagy kopásállóságú betétek a legnagyobb terhelések hatására sem törnek le, vagy válnak le az acélfogak éléről (12). A fogak alakja pontosan összehangolt az alappal és az anyaggal is, ezért minden esetben ez biztosítja a legjobb vágási eredményeket. A fogalak és a forgácstér körültekintő megszerkesztésével biztosított a legtökéletesebb forgácskihullás (13), ez pedig csökkenti az energia felhasználást, s a fűrészelés zajának mértékét is kedvezően befolyásolja. Az ilyen tárcsák különleges kialakításuk folytán optimális feszültségűek, berezgésre sem hajlamosak.
A keményfémlapkás tárcsák lapos-, váltó-, trapéz- és homorúfog-profillal készülnek (14). A kis fogszámúak (15) általában lapos fogprofilúak, és gyorsdaraboláshoz használhatók tömörfában és nyers lemezanyagokban. A vágás minősége - a kevés fogból adódóan - durva lesz. A finomfogazású keményfémbetétes tárcsák trapéz-, vagy trapéz-lapos (16), illetve váltó fogprofil kombinációval gyártottak (17) is lehetnek. Ezek több célra is alkalmas fűrésztárcsák, amelyekkel finom vágású leszabások végezhetők forgács-és műanyaglapokban valamint nem vas fémekben is. A közepes fogszámú, váltófogazatú HM fűrésztárcsák (18) pedig jó minőségű vágás mellett kemény- és puhafákban, rétegelt lemezekben használhatók előnyösen.
Ezen kívül a hagyományosnak mondható króm-vanádium fűrésztárcsák is használhatók, amelyek általában hegyes fogúak, és fogszámuktól függően durva vagy finom vágásra alkalmasak. A durva, ún. svédfogú tárcsák főként puhafákban megfelelőek, míg a nagy fogszámú, hegyes fogú lapok puhafa anyagok finom vágására alkalmasak. A fűrészgépekkel végzett vágások minőségét azonban még az is befolyásolja, hogy a fogak vágáskor milyen szögben mélyednek az anyagba. Optimálisnak mondható az a helyzet, ha a fogak kb. 45 fokban "harapnak" a munkadarab felületébe. Ha átvágáskor a fogak 10-15 mm-re állnak ki az anyagból, akkor közel optimális a fogak beérkezési szöge (19).
Akármennyire is kíméletesen használjuk a körfűrészgépünket, a tárcsája egy idő után elkopik, életlen lesz. Az ilyen tárcsával már nem érdemes kínlódni, mert ezzel csak a gépet, s az anyagot gyötörjük. Újra élezésével sem érdemes foglalkozni, jobb, ha kicseréljük.
Az új fűrésztárcsa ne legyen se kisebb, se nagyobb az eredetinél. A nagyobb nem férne el a védőburkolatba, a kisebb pedig jelentősen lecsökkentené a gép vágásmélységét. Ha jobb minőségűre kívánjuk cserélni, az eredeti márkához nem feltétlenül, csak a tárcsa pontos méretéhez kell ragaszkodnunk. A legfontosabb adatait minden fűrésztárcsa magán viseli (20). Az átmérőjét megadó érték mögött a felfogó furat mérete áll, a fogszámot is meg szokás adni (Z), továbbá a tárcsa anyagára is betűrövidítések utalnak: a HM keményfémlapkás, a CV pedig a króm-vanádium anyagú tárcsákat jelöli. Ha a fogsűrűség és a külső átmérő megfelelő, de a központi lyuk bővebb a gépünk tengelyénél, akkor ezt a tárcsát csak megfelelő méretű szűkítő gyűrű (21) alkalmazásával használhatjuk. Ezt pedig a vásárlás helyén, a tárcsába beillesztve próbáljuk ki, s együtt vásároljuk meg. Ezért is nagyon fontos hogy tudjuk, gépünkbe milyen méretű fűrésztárcsa való. Ha nem vagyunk biztosak a dolgunkban, vagy a kopottat vigyük mintaként magunkkal, vagy gyártmány katalógusból tájékozódjunk a megfelelő tárcsa méretét illetően.
Mivel munkáink során különféle anyagokkal dolgozunk, ajánlatos egy durva és egy sűrű fogazatú tárcsát is beszereznünk. Cseréjük percek alatt elvégezhető, így mindig a célnak megfelelő tárcsával dolgozhatunk. Ha körültekintően használjuk, akkor a CV fűrésztárcsákat is hosszú ideig használhatjuk. Ezek jelentősen kevesebbe kerülnek, mint a keményfémlapkásak, bár az új gépekhez vásárláskor már ilyen tárcsákat mellékelnek.
A használaton kívüli tárcsát pedig mindig kartontokba helyezve tároljuk, hogy megóvjuk a fogait az esetleges sérülésektől.
Gyakorlati fogások a fűrészgépek használatához
Minthogy a kézi körfűrészgépek egyenes vonalú leszabásokra valók, ennek előfeltételét magunknak kell biztosítanunk. Az oldalsó párhuzam vezető csak bizonyos határok között - a befogószár hosszától függően - használható (22). Ez pedig esetenként a 150 mm-t sem haladja meg.
Sokkal korrektebb, ha egyenes élű falécet használunk a gép talpának a megvezetésére (23). Ilyenkor viszont más problémák adódhatnak. Először is, hogy a vágás vonalától milyen messze rögzítjük fel a vezetéklécet. Ez úgy határozható meg, hogy a gép talpa és a tárcsa fogszéle közötti távolságot pontosan lemérve, e méretre fogatjuk fel a léc élét. A vágás éle pontosan a vonalon legyen, ezért ha a leeső darabnak kell méretesnek lennie, akkor a fog külső sarkáig, ha pedig a nagyobbnak, akkor a fog megvezetett oldal felőli belső sarkáig mérjünk.
Laminált faforgácslapok rétegeltlemezek darabolása közben az anyagból kilépő fogak kitörik a vágás melletti éleket. Ezen a leszorító gumiszéllel ellátott leszabó vezeték segít (24). A kitöredezés azonban nagymértékben csökkenthető, ha a vágás vonalára erős anyagú és nagy tapadású műanyag ragasztószalagot simítunk fel (25), a fűrészgépet pedig jól megvezetve lassan toljuk előre.
Megesik, hogy egymásmellé fektetett lécek végét kell ferde síkban egyenesre vágni. Ilyen esetekben a vezetéklécet úgy állítsuk be, hogy az a léceket is összefogja, és a fűrészgép talpát is kellően megvezesse. Ha viszont a gép talpa vágás közben nem fekszik fel teljes felületével, akkor a vágás szöge eltérhet a beállított mérettől, hiszen a gép vágás közben lebillenhet (26). Ez nem használ a fűrésztárcsának sem, és az eredmény sem lesz megfelelő.
Függőlegesen, a fejünk felett nehéz fűrészelni, ekkor a gépet könnyebb a kijelölt vágási vonalon mozgatni, ha felülről lefelé vágunk vele. A hálózati kábelt ilyenkor soha ne felejtsük el a markolat mellé szorítani (27), hogy még véletlenül se kerüljön a fűrésztárcsa alá.
A körfűrészgépek veszélyes szerszámok, bár a forgótárcsát nagyrészt védőburkolat takarja, mindig körültekintően használjuk. Beállításakor, tárcsacserék alkalmával mindig húzzuk ki a kábel csatlakozódugóját, még akkor is, ha a gépen van újraindításgátló. Az egyszerűbb gépek ezt még nélkülözik, és az óvatosság soha nem árt.
Ezek a gépek persze elég drágák. Minden barkácsoló maga dönti el, hogy milyen gyakran van igazából szüksége körfűrészgépre, és ezért érdemes-e erre ilyen jelentős összeget költenie. Ilyen beruházásoknál természetesen a gyorsan és saját kezűleg végzett munka öröme sem elhanyagolható szempont, ám azt mindenkor érdemes figyelembe venni, hogy akinek csak néhányszor van szüksége körfűrészre, annak luxus profi gépet vásárolnia. Igényeit kielégítik a szerényebb árkategóriába tartozók is. A profi, azaz ipari fűrészgépek ugyanis főként abban különböznek a barkács kategóriájú társaiktól, hogy tartós napi használatra készültek, robosztusabb felépítésűek, nagyobb teljesítményűek, és ez nemcsak szerkezetük kialakításában, hanem az árukban is megmutatkozik. A megfelelő típus kiválasztásához segítségül táblázatunk szolgálhat útmutatóul.
 Cikk elejére
Cikk elejére



