






.jpg "Ezermester 2026. májusi lapszám")



 Bármit készítünk, a munkadarabok felületének simasága többnyire alapvetően fontos. Az alapanyagok megmunkálásakor a szerszámok nyomokat hagynak maguk után, és a használt alapanyagok felülete is finomítást igényel. Az adott munkához mindig a legmegfelelőbb csiszolóanyagot célszerű használni. Az ideális anyag kiválasztása esetenként rutinszerűen egyszerű, máskor viszont csak előzetes informálódás után választhatók ki a célra leghatékonyabb csiszolóanyagok.
Bármit készítünk, a munkadarabok felületének simasága többnyire alapvetően fontos. Az alapanyagok megmunkálásakor a szerszámok nyomokat hagynak maguk után, és a használt alapanyagok felülete is finomítást igényel. Az adott munkához mindig a legmegfelelőbb csiszolóanyagot célszerű használni. Az ideális anyag kiválasztása esetenként rutinszerűen egyszerű, máskor viszont csak előzetes informálódás után választhatók ki a célra leghatékonyabb csiszolóanyagok.A felületfinomítás fokozatai
 A csiszolás nagymértékben befolyásolja a munkadarab esztétikai megjelenését. Célja az anyag teljesen sima, megmunkálási nyomoktól mentes felülete. Ez azonban csak részben igaz, mert számos munkadarabnál felesleges ennyire tökéletes felületeket létrehozni, pl. tetőszerkezeteknél, öntött idomoknál stb. A legtöbb használati tárgy azonban általában finom és felületkezelt felületeket igényel. Ezt csiszolással csak több fázisban lehet elérni.
A csiszolás nagymértékben befolyásolja a munkadarab esztétikai megjelenését. Célja az anyag teljesen sima, megmunkálási nyomoktól mentes felülete. Ez azonban csak részben igaz, mert számos munkadarabnál felesleges ennyire tökéletes felületeket létrehozni, pl. tetőszerkezeteknél, öntött idomoknál stb. A legtöbb használati tárgy azonban általában finom és felületkezelt felületeket igényel. Ezt csiszolással csak több fázisban lehet elérni.
Az első fázis mindig a durva csiszolás, amelynek során a geometriai méretek kialakítása és emellett a felületi egyenetlenségek eltüntetése a cél. A második fázisban a durva csiszolás karcainak az eltüntetése a cél, míg harmadik műveletben a felületek simaságának kialakítása a cél.
A három munkafázishoz természetesen különféle finomságú csiszolóanyagot kell használni, hogy a megmunkált felületek valóban a kívánt mértékben váljanak simává. Akár kézzel, akár gépekkel végezzük a csiszolást, ezt mindig tartsuk szem előtt, és mindig egyre finomabb csiszolóanyagot válasszunk a munkához.
Finomsági fokozatok és szemcsefajták
A csiszolóanyagok jó részének hordozó anyaga papír vagy vászon, amelyeknek felületére speciális kötőanyag rétegbe ágyazva rögzítik a különféle anyagú és méretű csiszoló szemcséket. Természetesen a különböző anyagokhoz más és más felépítésű csiszolóanyagokat célszerű használni.
 A csiszolóanyagok finomságuk szerint három csoportba sorolhatók. A finomsági fokozatot 1 mm2-re eső szemcseszám szerinti határozzák meg. Ezt P, K betűvel, de esetenként csak egy markáns számmal jelölik a különféle gyártók. A szemcseméretet, azaz a finomsági fokozatot, ez a szám adja meg. E szerint durva csiszoláshoz 60-80-as, közbenső műveletekhez 100-120-as, míg a simító csiszoláshoz 150-320-as finomságú anyagot célszerű választani. A fényezéshez és polírozáshoz használatos, ún. vizes és kiváló finomságú lap anyagú csiszolóanyagok is bővítik a választékot, amelyeknek a finomsági fokozata 300-tól 3000-ig terjed. Vizes használatukra SP, vagy "water proof" jelzés utal, és az ezt következő szám a finomsági fokozatot jelöli, pl. SP 1200. Ezek hordozóanyaga vízálló papír és csak állandó nedvesítés közben szabad használni, különben a felületük hamar eltömődik, és ez a munkadarabon nem megengedhető bekopásokat okozhat.
A csiszolóanyagok finomságuk szerint három csoportba sorolhatók. A finomsági fokozatot 1 mm2-re eső szemcseszám szerinti határozzák meg. Ezt P, K betűvel, de esetenként csak egy markáns számmal jelölik a különféle gyártók. A szemcseméretet, azaz a finomsági fokozatot, ez a szám adja meg. E szerint durva csiszoláshoz 60-80-as, közbenső műveletekhez 100-120-as, míg a simító csiszoláshoz 150-320-as finomságú anyagot célszerű választani. A fényezéshez és polírozáshoz használatos, ún. vizes és kiváló finomságú lap anyagú csiszolóanyagok is bővítik a választékot, amelyeknek a finomsági fokozata 300-tól 3000-ig terjed. Vizes használatukra SP, vagy "water proof" jelzés utal, és az ezt következő szám a finomsági fokozatot jelöli, pl. SP 1200. Ezek hordozóanyaga vízálló papír és csak állandó nedvesítés közben szabad használni, különben a felületük hamar eltömődik, és ez a munkadarabon nem megengedhető bekopásokat okozhat.
A felsorolt anyagok általában papír és vászon hordozójú csiszolólapok, vagy szerszámokra erősíthető alakos formák. Fémek megmunkáláshoz általában a vászon alapúakat, illetve megerősített, terhelhetőbb papírhordozójú, vagy fíber alapú csiszolóanyagokat szokás használni. Ezeken kívül beszerezhetők ún. acélgyapot és műanyag csiszoló szövetek is, amelyeknek a koptató hatásuk esetenként hatásosabb a fentieknél, viszont a finomsági fokozatukat másként jelölik. Az acélgyapot anyagok finomságát a szálak finomsága határozza meg, és ez a csomagoláson található nullák és számok alapján azonosítható: 000, 00 finom, 0 és 1-5 ig tartó számozásúak egyre durvább felületek megmunkálásra használhatók. A csiszolószöveteknél viszont csak finom-, közepes és durva fokozatok kaphatók. Előnyük, hogy szinte nem tömődnek el, mert a lemunkált anyagszemcsék a szálak közül kimoshatók, viszont ezek is a használat során fokozatosan elkopnak.
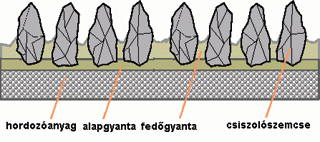 A használati kopás szempontjából lényeges a csiszolószemcsék anyaga is. A legáltalánosabban használt szemcseanyag a korund, illetve ennek alumíniumoxiddal és a szilíciumkarbiddal történő kombinációi. Ezeket a papír, vagy vászon hordozóra felvitt alap- és fedőgyanta rögzíti szilárdan. A korszerűbb, speciális célokra használt anyagoknál nem ritka a kerámia-, a cirkon-korund és a compact szemcséjű csiszolóanyag, amelyek többszörös élettartamot és hatékonyabb anyaglehordást biztosítanak az ilyen csiszolóanyagoknak. Ezek azonban szinte csak az iparban használatosak.
A használati kopás szempontjából lényeges a csiszolószemcsék anyaga is. A legáltalánosabban használt szemcseanyag a korund, illetve ennek alumíniumoxiddal és a szilíciumkarbiddal történő kombinációi. Ezeket a papír, vagy vászon hordozóra felvitt alap- és fedőgyanta rögzíti szilárdan. A korszerűbb, speciális célokra használt anyagoknál nem ritka a kerámia-, a cirkon-korund és a compact szemcséjű csiszolóanyag, amelyek többszörös élettartamot és hatékonyabb anyaglehordást biztosítanak az ilyen csiszolóanyagoknak. Ezek azonban szinte csak az iparban használatosak.
Használati tanácsok
 Teljesen mindegy, hogy kézzel, vagy géppel végezzük a koptató műveleteket, azt soha ne intenzív erőráhatással igyekezzünk meggyorsítani. A puhább anyagokról lehordott szemcsék még így is eltömítik a szemcsék közötti mélyedéseket, a nyomás növelésével az eltömődési folyamat sokkal gyorsabban bekövetkezik, sőt szinte beég a felületbe, eltávolítása pedig már szinte lehetetlen. A munkát a különféle csiszolófákra feszített csiszolóanyagok megkönnyítik, és egyben lehetőséget adnak a szemcsék közé tömörödött anyagmorzsák gyakori eltávolítására. Ezt erős kefével célszerű elvégezni, ami nem koptatja a csiszolószemcséket, ám a tömörödött port még eltávolítja. Huzalkefe csak a fiber tárcsák tisztításához használható, mégpedig ha rézből készült. Gépi tárcsákon ez a műveletet legfeljebb alacsony fordulaton végezhető el a tárcsa szemcséinek a kopása nélkül.
Teljesen mindegy, hogy kézzel, vagy géppel végezzük a koptató műveleteket, azt soha ne intenzív erőráhatással igyekezzünk meggyorsítani. A puhább anyagokról lehordott szemcsék még így is eltömítik a szemcsék közötti mélyedéseket, a nyomás növelésével az eltömődési folyamat sokkal gyorsabban bekövetkezik, sőt szinte beég a felületbe, eltávolítása pedig már szinte lehetetlen. A munkát a különféle csiszolófákra feszített csiszolóanyagok megkönnyítik, és egyben lehetőséget adnak a szemcsék közé tömörödött anyagmorzsák gyakori eltávolítására. Ezt erős kefével célszerű elvégezni, ami nem koptatja a csiszolószemcséket, ám a tömörödött port még eltávolítja. Huzalkefe csak a fiber tárcsák tisztításához használható, mégpedig ha rézből készült. Gépi tárcsákon ez a műveletet legfeljebb alacsony fordulaton végezhető el a tárcsa szemcséinek a kopása nélkül.
A nagyon eltömődött csiszolóanyagot már nem érdemes használni, mert nem elég hatékony. A használat közben természetesen a csiszolószemcsék is kopnak erre a lehordott anyagrészecskék mennyiségéből és a felület simaságából lehet következtetni. Ilyenkor feltétlenül cserélni kell a csiszolóanyagot. A kopott esetleg lágyabb anyagokhoz még használható lehet, de csak a letisztítása után. Ha viszont a szemcsék már nem érdesek, nem használható tovább.
 A csiszolás iránya kézi csiszolásnál lényeges, ami általában hosszirányban a leghatékonyabb, különösen faanyagoknál, ahol a szálirányra merőlegesen többnyire mély és finom csiszoláskor nehezen és hosszadalmasan eltüntethető nyomokat hagynak a csiszolóanyag szemcséi. Fémeknél is előnyösebb a hosszirányú csiszolás. Ez alól kivételt képeznek a körmozgást végző gépi csiszolóeszközök, ám ha az esztétika is lényeges, akkor a finomításkor választható a keresztirányú csiszolás is. A túlzó erőráhatás ilyen munkáknál is előnytelen, és a csiszolóanyag gyorsabb kopását idézi elő.
A csiszolás iránya kézi csiszolásnál lényeges, ami általában hosszirányban a leghatékonyabb, különösen faanyagoknál, ahol a szálirányra merőlegesen többnyire mély és finom csiszoláskor nehezen és hosszadalmasan eltüntethető nyomokat hagynak a csiszolóanyag szemcséi. Fémeknél is előnyösebb a hosszirányú csiszolás. Ez alól kivételt képeznek a körmozgást végző gépi csiszolóeszközök, ám ha az esztétika is lényeges, akkor a finomításkor választható a keresztirányú csiszolás is. A túlzó erőráhatás ilyen munkáknál is előnytelen, és a csiszolóanyag gyorsabb kopását idézi elő.
Végezetül ne feledkezzünk meg a por elszívásáról, amely nemcsak a munkaterületet boríthatja el, de a tüdőbe is eljut. Ha nincs mód a gépi porelszívásra, akkor csiszoláskor a porszűrő maszk használata ajánlott.
Termékek kézi csiszoláshoz
A csiszolás művelete köztudottan igen változatos. A kisebb és főként tagoltabb felületeket többnyire kézi csiszolással szokás finomítani, ám különféle gépekkel, illetve az azokra erősíthető idomcsiszoló betétekkel már az ilyen jellegű munkák is "gépesíthetők". A kézi csiszolás ugyan fárasztó munka, de egyedi esetekben olcsóbban elvégezhető. A kézi csiszoláshoz ritkán íves, gyakrabban A4-es nagyságra szabott papír, vagy vászon alapú lapokat célszerű használni. A szemcsenagyságuk 40, 60, 80, 100, 120, 180, és 240-es.
 Ha csiszolófát vagy kézi lapbefogót használunk, akkor arra az 5 m-es tekercsben kapható 93, illetve 115 mm széles, csiszolószalagból leszabott darabokat is használhatjuk, amiket egyébként a rezgőcsiszolókhoz gyártanak. E tekercsek szemcsenagysága azonos az előbb felsoroltakkal. Az a lényeg, hogy csiszolóanyag jól illeszkedjen a felfogó talpméretéhez, és a befogáshoz kellő ráhagyással célszerű levágni. Előnyük, hogy ezek a csiszolóanyagok kopásállóbbak a laptermékeknél, ám drágábbak is. Természetesen használhatunk hagyományos csiszolófát is, pl. idomcsiszolás alkalmával, amelyre célszerűbb az íves vagy A/4-es csiszolópapírokból leszabni a kellő nagyságú darabokat. A lényeg az, hogy a csiszolóanyag jól a talpra feszüljön, így a művelet során kevésbé gyűrődhet meg.
Ha csiszolófát vagy kézi lapbefogót használunk, akkor arra az 5 m-es tekercsben kapható 93, illetve 115 mm széles, csiszolószalagból leszabott darabokat is használhatjuk, amiket egyébként a rezgőcsiszolókhoz gyártanak. E tekercsek szemcsenagysága azonos az előbb felsoroltakkal. Az a lényeg, hogy csiszolóanyag jól illeszkedjen a felfogó talpméretéhez, és a befogáshoz kellő ráhagyással célszerű levágni. Előnyük, hogy ezek a csiszolóanyagok kopásállóbbak a laptermékeknél, ám drágábbak is. Természetesen használhatunk hagyományos csiszolófát is, pl. idomcsiszolás alkalmával, amelyre célszerűbb az íves vagy A/4-es csiszolópapírokból leszabni a kellő nagyságú darabokat. A lényeg az, hogy a csiszolóanyag jól a talpra feszüljön, így a művelet során kevésbé gyűrődhet meg.
Kör keresztmetszetű vagy ívelt élű munkadaraboknál célszerűbb vászonalapú íves csiszolóanyagot használni, mert azok csíkokra vágását követően akár segédeszköz nélkül koptathatjuk le az ívelt felületeket. A vászonalapú csiszolóanyagok többnyire ugyancsak A/4-es lapokban szerezhetők be, finomsági fokozataik is azonosak a papíralapúakéval, így nem nehéz a munkafázishoz megfelelő finomságúakat kiválasztani. A hordozóanyag elasztikussága miatt ezeket inkább fémek koptatására célszerű használni. Sík felületek kézi csiszolásakor ezeket is célszerű csiszolótalpra feszítve használni.
 A kézi csiszoláshoz használható anyagok választékát egyéb gyártmányok is bővítik. Ilyen pl. a kézi csiszolószivacs, amely poliuretán szivacstömb, amelynek felületeit elasztikus kötőanyaggal különféle szemcsefinomságú csiszolóanyag borítja. Előnye, hogy a szivacsos maganyag jó alakkövető, így lekerekített élek vagy szélesebb hornyok finomításához is jól használhatók. A csiszolószivacsok finomsági besorolását, pl. középfinom, a csomagolás hátoldalán kell keresni, a pontos szemcsenagyság azonban többnyire nincs megadva. A felületek eltömődését vízben áztatva, erős szálú kefével lehet "felújítani".
A kézi csiszoláshoz használható anyagok választékát egyéb gyártmányok is bővítik. Ilyen pl. a kézi csiszolószivacs, amely poliuretán szivacstömb, amelynek felületeit elasztikus kötőanyaggal különféle szemcsefinomságú csiszolóanyag borítja. Előnye, hogy a szivacsos maganyag jó alakkövető, így lekerekített élek vagy szélesebb hornyok finomításához is jól használhatók. A csiszolószivacsok finomsági besorolását, pl. középfinom, a csomagolás hátoldalán kell keresni, a pontos szemcsenagyság azonban többnyire nincs megadva. A felületek eltömődését vízben áztatva, erős szálú kefével lehet "felújítani".
A tekercsben csomagolt fémszivacsok univerzálisak, tehát fém és ennél puhább anyagok felületi finomítására is alkalmasak. Hátrányuk hogy a munkavégzés közben a fémszálak letöredeznek, és a puha anyagokba, pl. fenyő- vagy hársfába eltávolíthatatlanul beágyazódnak, és később ezek rozsdaszeplős foltokat idéznek elő a fafelületen. Ezért a fémszivacsokat ilyen anyagokhoz nem is szabad használni. A szálak mérete szerint határozzák meg 000-5-ig terjedő finomsági fokozatukat. Ezt a csomagoláson, a piktogramos ábra alatti szám szerint lehet azonosítani. Használatáhozr munkavédelmi kesztyű ajánlott.
A fémszivacshoz hasonló a műanyag csiszolószövet. Ez viszonylag laza szálas szövetszerkezetű lap, amelynek szálaira tapadnak fel a csiszolószemcsék. Laza szerkezete miatt igen hajlékony, jól befér a mélyedésekbe, és a domború felületeket is kiválóan követi. Általában finom és durva megmunkálásra alkalmasak, és nagy előnyük, hogy szerkezetükből adódóan szinte soha nem tömődnek el, a lemunkált anyagszemcsék pedig folyóvíz alatt eltávolíthatók a szálak közül. Általában A/4-es lapokban szerezhetők be, de készül belőlük csiszolótárcsa is. A lapok sík csiszolásnál talpra is felerősíthetők, de az erős feszítést kevéssé viselik el.
 A kézi csiszolás lapanyagai között külön csoportot képeznek a vízálló papírok. Ezek már alapozott, festett, esetleg felületkezelt anyagbevonatok finomítására használható lapanyagok. Fő jellemzőjük, hogy a hordozó papír és a szilíciumkarbid szemcséket rögzítő elasztikus gyantaréteg is vízálló, és ezek a papírok csak nedvesített felületen használhatók. A vizesen lemunkált anyagszemcsék így kevésbé tömítik el a szemcséiket, és a koptatott felületen sem okozhatnak nemkívánatos felületi hibákat. Az A/4-es csiszolólapok finomsági fokozatai széles skálát ölelnek fel, 80, 120, 180, 240, 320, 400, 600, 800, 1200-as finomságúak, és nagyon sima felületek kialakítását teszik lehetővé. De csak olyan felületeken lehet ezeket alkalmazni, amelyek rezisztensek a nedvesítésre.
A kézi csiszolás lapanyagai között külön csoportot képeznek a vízálló papírok. Ezek már alapozott, festett, esetleg felületkezelt anyagbevonatok finomítására használható lapanyagok. Fő jellemzőjük, hogy a hordozó papír és a szilíciumkarbid szemcséket rögzítő elasztikus gyantaréteg is vízálló, és ezek a papírok csak nedvesített felületen használhatók. A vizesen lemunkált anyagszemcsék így kevésbé tömítik el a szemcséiket, és a koptatott felületen sem okozhatnak nemkívánatos felületi hibákat. Az A/4-es csiszolólapok finomsági fokozatai széles skálát ölelnek fel, 80, 120, 180, 240, 320, 400, 600, 800, 1200-as finomságúak, és nagyon sima felületek kialakítását teszik lehetővé. De csak olyan felületeken lehet ezeket alkalmazni, amelyek rezisztensek a nedvesítésre.
Gépi csiszolóeszközök
 A fárasztó csiszoló munkát egyre inkább kiváltják a különféle csiszolószerszámgépek. Az ilyen munkákhoz leggyakrabban rezgő- vagy deltacsiszolót, esetenként excenter-, vagy sarokcsiszolót szokás használni. Az ilyen gépekhez méretre készült csiszolólapok szükségesek, amelyek a talp illetve a korong mérete miatt függenek a gép típusától. Ezeknél a megfelelő finomsági fokozatok teljes skálája kapható, sőt, a különböző simasági fokozatok betartását megkönnyítő 3 fokozatú készletek is megvásárolhatók. A szemcseméretet mindig feltüntetik a csomagoláson a méretek és a géptípus felsorolása mellett. Arra azonban ügyelni kell, hogy ha a gép porelszívásra alkalmas, a porelszívó lyukak azonos helyre kerüljenek a gépen levőkre. Ezt a csomagoláson felsorolt géptípusok alapján könnyű azonosítani, ám nem árt egy minta alapján is pontosítani.
A fárasztó csiszoló munkát egyre inkább kiváltják a különféle csiszolószerszámgépek. Az ilyen munkákhoz leggyakrabban rezgő- vagy deltacsiszolót, esetenként excenter-, vagy sarokcsiszolót szokás használni. Az ilyen gépekhez méretre készült csiszolólapok szükségesek, amelyek a talp illetve a korong mérete miatt függenek a gép típusától. Ezeknél a megfelelő finomsági fokozatok teljes skálája kapható, sőt, a különböző simasági fokozatok betartását megkönnyítő 3 fokozatú készletek is megvásárolhatók. A szemcseméretet mindig feltüntetik a csomagoláson a méretek és a géptípus felsorolása mellett. Arra azonban ügyelni kell, hogy ha a gép porelszívásra alkalmas, a porelszívó lyukak azonos helyre kerüljenek a gépen levőkre. Ezt a csomagoláson felsorolt géptípusok alapján könnyű azonosítani, ám nem árt egy minta alapján is pontosítani.
A korszerűbb rezgőcsiszolók talpa tépőzáras, és ezekre is beszerezhetők a különféle finomságú- és megfelelő méretre vágott csiszolólapok. A régebbiekre viszont célszerű 5 m-es, 93 és 115 mm széles tekercsekben megvásárolni a megfelelő finomságú csiszolóanyagot, mert így gazdaságosabb, és az anyagot másra is felhasználhatjuk.
 A fúrógépekre, sarokcsiszolókra felfogható tépőzáras gumitányér az excenteres csiszológépekre is jellemző. Előnyük, hogy a csiszolóanyag használat közben nem gyűrődhet meg, legfeljebb a peremen hamarabb kopik el, ami főként a helytelen tartás és a túlzott erő ráhatás miatt következhet be. Kevésbé előnyösek a sima gumitárcsák, amelyekre központosan erősíthetők fel különféle finomságú csiszolóanyagok. Így a szélén könnyen meggyűrődhetnek annak ellenére, hogy e tárcsák papírhordozója merevebb a tépőzáras tárcsákénál. Célszerűbb ezekre a merevebb fíber tárcsákat használni. Mindkét típusú tárcsa szemcsenagysága 40-240 közötti, átmérőjük pedig 115, 125, és 150 mm.
A fúrógépekre, sarokcsiszolókra felfogható tépőzáras gumitányér az excenteres csiszológépekre is jellemző. Előnyük, hogy a csiszolóanyag használat közben nem gyűrődhet meg, legfeljebb a peremen hamarabb kopik el, ami főként a helytelen tartás és a túlzott erő ráhatás miatt következhet be. Kevésbé előnyösek a sima gumitárcsák, amelyekre központosan erősíthetők fel különféle finomságú csiszolóanyagok. Így a szélén könnyen meggyűrődhetnek annak ellenére, hogy e tárcsák papírhordozója merevebb a tépőzáras tárcsákénál. Célszerűbb ezekre a merevebb fíber tárcsákat használni. Mindkét típusú tárcsa szemcsenagysága 40-240 közötti, átmérőjük pedig 115, 125, és 150 mm.
Az excenteres csiszolókra felfogható csiszolótárcsáknál a porelszívó lyukak egybeesésére is ügyelni kell. A sarokcsiszolókra pedig többnyire lamellás legyező-csiszolótárcsát érdemes beszerezni. Itt a szemcseméreten kívül az átmérőre és a lyukméretre kell ügyelni. Ezeket az adatokat azonban a csomagoláson minden esetben feltüntetik. Sőt még az ideális fordulatszámot is ajánlatos figyelembe venni az optimális anyaglehordás miatt.
 Fúrógépekbe számos egyéb, kör alakú csiszolószerszám is befogható mint pl. csapos legyező tárcsák-, sima és tépőzáras gumikorongok, és az ezekre felfogható csiszolótárcsák is nagyon hasznosak. Szemcsenagyságuk a szokásos fokozatúak, egyéb méretüket pedig a gép adottságaihoz igazodva célszerű kiválasztani.
Fúrógépekbe számos egyéb, kör alakú csiszolószerszám is befogható mint pl. csapos legyező tárcsák-, sima és tépőzáras gumikorongok, és az ezekre felfogható csiszolótárcsák is nagyon hasznosak. Szemcsenagyságuk a szokásos fokozatúak, egyéb méretüket pedig a gép adottságaihoz igazodva célszerű kiválasztani.
A szalagcsiszoló gépekhez már csak gyárilag készített és végtelenített, a gép típusához megfelelő méretű csiszolószalag használható. Ezeknél nemcsak a szalag hossza, hanem a szélessége is fontos, természetesen a célnak megfelelő 40, 60, 80, 120 és 180-as szemcseméret mellett.
 Cikk elejére
Cikk elejére



