






.jpg "Ezermester 2026. májusi lapszám")



 A barkácsoló ember fúr, farag, fűrészel, gyalul, reszel és mindezeket követően csiszol, mert az előbb megmunkált felületek finomításra szorulnak. A felületek simára munkálása ugyanis nemcsak esztétikai, hanem legalább annyira technológiai követelmény is. A ragasztáshoz pl. sima, de nem tükörsima felület kell, az egymásba illesztett darabok szilárdságát ugyancsak növeli, ha a csapok felülete sima, és szinte minden fafelület kellemesebb tapintású, ha teljesen simára van koptatva. A csiszolás tehát lényeges munkafázis. Megvannak a hagyományos és új anyagai, és ezek használatának kellékei. E műveletnek a trükkjeit is célszerű elsajátítanunk, hogy az eredmény valóban minőségi legyen.
A barkácsoló ember fúr, farag, fűrészel, gyalul, reszel és mindezeket követően csiszol, mert az előbb megmunkált felületek finomításra szorulnak. A felületek simára munkálása ugyanis nemcsak esztétikai, hanem legalább annyira technológiai követelmény is. A ragasztáshoz pl. sima, de nem tükörsima felület kell, az egymásba illesztett darabok szilárdságát ugyancsak növeli, ha a csapok felülete sima, és szinte minden fafelület kellemesebb tapintású, ha teljesen simára van koptatva. A csiszolás tehát lényeges munkafázis. Megvannak a hagyományos és új anyagai, és ezek használatának kellékei. E műveletnek a trükkjeit is célszerű elsajátítanunk, hogy az eredmény valóban minőségi legyen.Csiszolóanyagok
 Kezdjük talán a csiszolás szerszámaival, a csiszolóanyagokkal. Ezek többnyire papír, vagy vászon lapanyagra ragasztott természetes (korund, kova) vagy mesterséges (üveg, elektrokorund, karborundum) szemcsék. E szemcsék keménységétől függ a csiszolóanyag élettartama. Ezt általában színezéssel jelölik; a kopásállóság szempontjából a sárga üvegpapír után a szürkéssárga alapszínű kova, a barna színű korund, majd a piros karborundum papír a sorrend. A csiszolóanyagok használhatóságát azonban elsősorban a szemcsék nagysága határozza meg. A szemcsenagyságot az anyagok hátoldalára nyomott 40-től 180-ig terjedő számozás jelöli. A 40-es nagy szemcséjű, a 180-as pedig finom szemcsézetű (1). Újabban a nemzetközi szabványnak megfelelő szóratsűrűségű papírokat is vásárolhatunk, amelynek az előzőknél ritkább a szemcsézete, a nagyságuk viszont azonos az előbb említettekével (2). A 40-es festékek enyvek eltávolítására használható durva, az 50-60-ast előcsiszoláshoz, a 80-100-asokat gyalult, esztergályozott, furnérozott felületek előcsiszolásához, míg a 120-180-as szemcsenagyságúakat végső finom csiszoláshoz használhatjuk, sőt igazán finom felületek kialakítására ezeknél finomabb szemcsézetű papírok és vásznak szükségesek.
Kezdjük talán a csiszolás szerszámaival, a csiszolóanyagokkal. Ezek többnyire papír, vagy vászon lapanyagra ragasztott természetes (korund, kova) vagy mesterséges (üveg, elektrokorund, karborundum) szemcsék. E szemcsék keménységétől függ a csiszolóanyag élettartama. Ezt általában színezéssel jelölik; a kopásállóság szempontjából a sárga üvegpapír után a szürkéssárga alapszínű kova, a barna színű korund, majd a piros karborundum papír a sorrend. A csiszolóanyagok használhatóságát azonban elsősorban a szemcsék nagysága határozza meg. A szemcsenagyságot az anyagok hátoldalára nyomott 40-től 180-ig terjedő számozás jelöli. A 40-es nagy szemcséjű, a 180-as pedig finom szemcsézetű (1). Újabban a nemzetközi szabványnak megfelelő szóratsűrűségű papírokat is vásárolhatunk, amelynek az előzőknél ritkább a szemcsézete, a nagyságuk viszont azonos az előbb említettekével (2). A 40-es festékek enyvek eltávolítására használható durva, az 50-60-ast előcsiszoláshoz, a 80-100-asokat gyalult, esztergályozott, furnérozott felületek előcsiszolásához, míg a 120-180-as szemcsenagyságúakat végső finom csiszoláshoz használhatjuk, sőt igazán finom felületek kialakítására ezeknél finomabb szemcsézetű papírok és vásznak szükségesek.
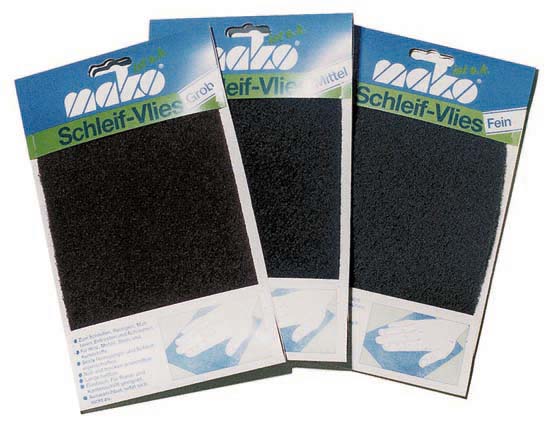
E hagyományos csiszolóanyagokon kívül újabban különféle finomságú fém- és műanyagszöveteket is használhatunk (3, 4). A durva és a közepes fémszöveteket számozással, a finomakat pedig egy, kettő, vagy három 0-val jelölik, a műanyagból készült csiszolólapokat pedig többnyire a szálanyagukra utaló nagy, közepes és finom minősítéssel látják el. Ezek között is több fokozat kapható. A különféle elektromos szerszámgépekhez használatos csiszolóanyagok szemcsézete is azonos az előbb felsoroltakkal, tehát csere alkalmával a kialakítandó felületminőséghez megfelelő szemcsefinomságút vásároljuk meg. A szemcsenagyságot a csiszolóanyag hátoldalán mindig feltüntetik, így nem becslés alapján kell választanunk.
Hogyan csiszoljunk?
Csiszolni természetesen mindenki tud, ám nem árt néhány alapvető fogást feleleveníteni. Nagy felületek csiszolásakor első fázisban a szálirányra merőlegesen, nagy nyomással, majd mindkét oldalról 45 fokos szögben ferdén, közepes nyomás mellet szakszerű a művelet sorrendje. Ezt kövesse a kis nyomással szálirányba végzett csiszolás. Éleket, keskeny felületeket viszont csak szálirányba csiszoljunk simára.
A pácolandó fafelületeket nem elég egyszer simára csiszolni. Ha ezt nedves szivaccsal benedvesítjük, majd hagyjuk kiszáradni, a vízfelvételre hajlamos rostok megdagadnak, és a felület újból egyenetlenné válik. Ha a munkadarabot száradás után szálirányba újból simára csiszoljuk, nedvesség hatására később sem válik egyenetlenné. Ez az ún. vizes csiszolás.
Politúrozás előtt és vizes csiszolás után ajánlatos még egy olajos csiszolási műveletet is közbeiktatni. Ehhez a fafelületet rongylabdába itatott lenolajjal kenjük át, majd az olaj felszívódása után az anyag felszínét újból szálirányba csiszoljuk át. A csiszoláskor keletkező finom faliszt eltömíti a pórusokat, a felület egyenletesebb lesz, ezáltal tükörfényesre politúrozhatjuk a munkadarabot.
Alapvetően fontos, hogy szerszámunkat a teljes felületén használjuk. Sík felületek csiszolásához ezért szükségesek a különféle készen kapható csiszolótömbök, vagy befogók (5). Ám a vastagabb lécből, vagy deszkából saját kezűleg készített is megfelel céljainknak (6). Az a lényeg, hogy a csiszolóanyagot a teljes felületén ki tudjuk használni. Ezért mindig csak akkora darabot szabjunk le, amekkorát a befogóba rögzíthetünk, vagy a csiszolótömbre szoríthatunk. A szélein érintetlen részeket keskeny élek csiszolásához vehetjük igénybe.
Munkáink során azonban nemcsak sík felületeket kell simára koptatnunk, időnként ívelt élű darabokat kell lecsiszolnunk.
Ilyenkor a csiszolótömb lehet a kikanyarított anyag egy darabja is, ha annak élét előzőleg asztalon lecsiszoljuk (7). Ha e darabra csiszolóvásznat feszíthetünk, a homorú felületet így már könnyen, és egyenletesen simára koptathatjuk (8). A domború élű darabokat egyébként az előzőhöz hasonlóan is lecsiszolhatjuk, de a nagyobb darabokhoz a lécre feszített csiszolóanyag a megfelelőbb szerszám (9). Homorúan ívelt felületek csiszolásához használhatjuk a csiszolótömb ferdén leélezett részét is (10), ám azzal számoljunk, hogy az éleken hamar elkopnak a szemcsék, gyakrabban kell a papírt arrébb helyeznünk.
Ha lécek élét, vagy más keskeny felületet csiszolunk le kézzel, akkor kissé ferdítsük el a fatömböt, hogy minél hosszabb sávban dolgozhasson a csiszolópapír (11). Az élek finom lekerekítése is gyorsabban megy, ha csiszolófa alól kinyúló vászon szélét egy másik lécdarabra fogva végezzük el a műveletet (12). A csiszolóanyagot szálirányba mozgassuk, közben a léccel tartsuk feszesen.
Fazonosra mart idomok hornyainak a mélyét csak akkor tudjuk simára munkálni, ha farúdra csavart csiszolópapírt használunk (13). Ez azonban csak akkor lesz igazán hatásos, ha a mérete illik a mélyedésbe, és pontosan kitölti azt. Ha az idom nem szabályos kör alakú, akkor inkább lekerekített élű lécet használjunk a csiszoláshoz.
A hagyományos csiszolóanyagokon kívül tanácsos a korszerűbb, fémszöveteket használni. Ezek nemcsak faanyagokhoz alkalmazhatók, ám ezeken a leghatékonyabbak. A durvábbakkal dolgozva ajánlatos munkavédelmi kesztyűt viselnünk (14). A laza szövésű anyagot könnyű a mélyedésekbe is belenyomni, de a kiemelkedő felületeket azért jobban koptatja, tehát a fazonos idomú darabok csiszolásához csak akkor használjuk, ha a sarkos éleket is le kívánjuk kerekíteni. A fémszövet jól hajlítható, vékony rétegűre összenyomható, ezért a hézagokba is beférhetünk vele (15). Különösen régi bútorok felújításához ideális csiszolóanyag, még a faragott részek finomításához is kiválóan használhatók (16). Síkbacsiszoláshoz célszerű markolatos befogóba erősíteni (17). A legfinomabb fémszövettel a régi politúros felületeket is gyorsan és főként egyenletesen simára csiszolhatjuk.
A műanyag csiszolólapokkal kissé más a helyzet, ezeket főként csak nagyobb sík felületek finomítására célszerű használnunk, mégpedig lehetőleg markolatos befogóra erősítve. A finomakkal pl. még a laminált, tompa fényű bútorlapok felületét is olyan simára csiszolhatjuk, hogy ezt a felületet autópolírozó pasztával tükörfényesre polírozhatjuk.
Géppel könnyebb!
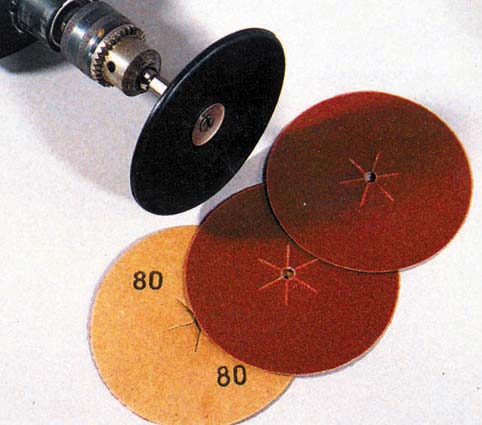 Ez igaz, sőt géppel a csiszolás gyorsabb és pontosabb, de sokkal drágább is. Minimum egy fúrógép kell hozzá, amelyet állványba kell fognunk, és olyan csiszolószerszámokat kell használnunk amelyeket a tokmányba foghatunk. Ebből adódóan minden művelethez más és más szerszám szükséges. A teljesség igénye nélkül, íme néhány célszerszám. Bütük pontos szögbecsiszolásához a síktárcsás csiszoló a megfelelő (18), ívelt élek lemunkálásához pedig a csiszolóhengert használhatjuk jól (19). Nagyobb sík felületek lecsiszolásához az egyszerű csiszolótárcsa is megteszi (20), ám nehéz vele egyenletes felületet kialakítani. Igényesen sík felületeket azonban csak célszerszámgépekkel alakíthatunk ki. A nagyobb sík felületekhez szalagcsiszolót (21), a kisebbekhez, nehezen hozzáférhetőkhöz deltacsiszolót érdemes használni (22). Ezenkívül még számos igen finom felületi megmunkálást nyújtó excenteres csiszológép közül válogathatunk, amely nemcsak sík felületek megmunkálására használhatók, ám az áruk elég borsos.
Ez igaz, sőt géppel a csiszolás gyorsabb és pontosabb, de sokkal drágább is. Minimum egy fúrógép kell hozzá, amelyet állványba kell fognunk, és olyan csiszolószerszámokat kell használnunk amelyeket a tokmányba foghatunk. Ebből adódóan minden művelethez más és más szerszám szükséges. A teljesség igénye nélkül, íme néhány célszerszám. Bütük pontos szögbecsiszolásához a síktárcsás csiszoló a megfelelő (18), ívelt élek lemunkálásához pedig a csiszolóhengert használhatjuk jól (19). Nagyobb sík felületek lecsiszolásához az egyszerű csiszolótárcsa is megteszi (20), ám nehéz vele egyenletes felületet kialakítani. Igényesen sík felületeket azonban csak célszerszámgépekkel alakíthatunk ki. A nagyobb sík felületekhez szalagcsiszolót (21), a kisebbekhez, nehezen hozzáférhetőkhöz deltacsiszolót érdemes használni (22). Ezenkívül még számos igen finom felületi megmunkálást nyújtó excenteres csiszológép közül válogathatunk, amely nemcsak sík felületek megmunkálására használhatók, ám az áruk elég borsos.
Tisztogatva tovább tart!
A lekoptatott anyagszemcsék eltömik a koptató felületet, és ha időnként nem keféljük ki a szemcséik közül a faport, a csiszolóanyag teljesen használhatatlanná válik. Ezt megelőzendő huzalkefével távolítsuk el a szemcsék közé tapadt falisztet, festékport és egyéb szennyeződést (23). Ennél jobb hatásfokú a csiszolóradír, mert ez csak a szennyeződést távolítja el a szemcsék közül, de azokat nem koptatja el. Jobb híján egy nagy, régi radír is megteszi, és ha tehetjük ne acélból, hanem rézhuzalból készült kefét használjunk tisztítógumi helyett, akkor sokkal tovább tart majd a csiszolóanyag. A fém- és műanyagszövetekből ütögetéssel verhetjük ki a szálak közé rakódott faport, mert bár nem tömődnek el, de a lekoptatott anyagszemcsék ezek hatásfokát is lerontják.
 Cikk elejére
Cikk elejére



