





.jpg "Ezermester 2026. májusi lapszám")
Az asztal alja természetesen mindig igazodjon a gépállvány többnyire kis méretű asztalához, mégpedig úgy, hogy ráhelyezve azt szorosan közre is fogja. Ez lesz az asztal talpa, amely mindig az eredeti tárgyasztal magasságával azonos vastagságú legyen. A talp lehet akár ollós sarokcsapozással kialakított 30 mm-es léckeret, vagy laposabb kivitel esetén 21 mm vastag MDF lapanyagból kivágott is. A lényeg az, hogy oldalról szorosan, elmozdulás-mentesen fogja közre az állvány tárgyasztalát.
Következő lépésben az új, jelentősen nagyobb felületű asztal lapját készítsük el. Anyagául 10 mm vastag MDF-lapot, vagy rétegeltlemezt válasszunk. Az asztallap két azonos méretű darabból álljon, hosszuk 500-600 mm közötti legyen, szélességük pedig igazodjon az állvány adottságaihoz, a fúrógép tokmánya pedig kb. 150 mm távolságban legyen az oszlop felőli oldalától. A teljes szélességet ennek megfelelően válasszuk meg, de 350 mm-nél kevesebb ne legyen. A tokmány középpontja alapján az alsó darabba vágjunk egy 80x80 mm-es, ferde oldalú nyílást. Ezt 45 fokos szögbe állított lyukfűrészgéppel a legkönnyebb kialakítani. A másik lap ugyanezen helyére egy másik, 100x100 mm-es nyílást vágjunk, a kieső darabot őrizzük meg.
 A két lapot teljes felületén kenjük be diszperziós faragasztóval, majd pontosan egymásra illesztve, csavaros szorítókkal összepréselve, hagyjuk megszáradni. A ragasztott asztallapba a széleitől 150 mm-re marjunk 5 mm mély és 10 mm széles hornyokat. Ezek lesznek az anyagvezető lécvezetékeit magába foglaló sínek; ezeket tárcsafűrésszel behatárolt vágásokkal, a közbenső anyagrészek kivésésével is kialakíthatjuk, ha pedig a gépállvány munkaasztalában gépsatu leszorításához való nyílások, azaz átlós hornyok is találhatók, akkor a csiszolóasztal elmozdulás-mentes ráillesztése érdekében az új asztallap aljára csavarozzunk fel a hornyokba pontosan illeszkedő lécdarabokat.
A két lapot teljes felületén kenjük be diszperziós faragasztóval, majd pontosan egymásra illesztve, csavaros szorítókkal összepréselve, hagyjuk megszáradni. A ragasztott asztallapba a széleitől 150 mm-re marjunk 5 mm mély és 10 mm széles hornyokat. Ezek lesznek az anyagvezető lécvezetékeit magába foglaló sínek; ezeket tárcsafűrésszel behatárolt vágásokkal, a közbenső anyagrészek kivésésével is kialakíthatjuk, ha pedig a gépállvány munkaasztalában gépsatu leszorításához való nyílások, azaz átlós hornyok is találhatók, akkor a csiszolóasztal elmozdulás-mentes ráillesztése érdekében az új asztallap aljára csavarozzunk fel a hornyokba pontosan illeszkedő lécdarabokat.
Most már csak az anyagvezeték kialakítása van hátra. Ennek darabjait is MDF anyagból vagy rétegeltlemezből szabjuk ki. A talp darabjából kanyarítsunk ki egy olyan méretű darabot, amely 5 mm-rel szélesebb a gépállvány oszlopánál. A nyílás pedig olyan hosszú legyen, hogy a fúrógépbe még a 60 mm átmérőjű csiszolóhengert is be tudjuk fogni, és mögötte még legalább 40 mm-nyi hely maradjon a talp éléig. A talpat szorítsuk az asztallapra, majd beállítása után az alatta futó vezetékhornyokba toljunk alá két lekerekített végű, 5x10x50 mm-es vezetőtömböt, amelyeknek a felső oldalára előzőleg ragasztót kentünk. A jó feltapadás érdekében a hornyokba - a lécek alá - helyezzünk papírcsíkot. Amint a ragasztó megkötött, a talpat emeljük le az asztalról, és a vezetéktömböket két-két vékony facsavarral is fogassuk a helyükre. A talp akadálymentes mozgatását ellenőrizzük, és ha szorul a vezető hornyokban, kissé csiszoljuk meg a hornyok oldalát. Ezt követően a talp élére ragasztva, csavarokkal is megerősítve, merőlegesen fogassuk fel az anyagvezető lapját.
 A kötés szilárdságát és a lap merőlegességét még két támidom beragasztásával is biztosítsuk. E darabokat a ragasztáson kívül néhány bognárfejű szeggel erősítsük meg. Az egyik támba célszerű egy vakfuratot készítenünk a tokmánykulcs számára, hogy e fontos kellék mindig kéznél legyen, ne kelljen keresgélnünk. A munkaasztalra állítva, két M6x50-es szárnyasanyás csavarral kell majd felfognunk, ehhez pedig a talp szélére egy-egy hosszú, 6,5 mm széles hornyot kell marnunk. Ezt horonymaróval, vagy szorosan egymás mögé fúrt lyuksor átvésésével készíthetjük el. A horony oldalai simák legyenek. A csavarokat az asztallap alja felől szereljük fel, a szárnyasanyák alá pedig tegyünk egy-egy alátétet.
A kötés szilárdságát és a lap merőlegességét még két támidom beragasztásával is biztosítsuk. E darabokat a ragasztáson kívül néhány bognárfejű szeggel erősítsük meg. Az egyik támba célszerű egy vakfuratot készítenünk a tokmánykulcs számára, hogy e fontos kellék mindig kéznél legyen, ne kelljen keresgélnünk. A munkaasztalra állítva, két M6x50-es szárnyasanyás csavarral kell majd felfognunk, ehhez pedig a talp szélére egy-egy hosszú, 6,5 mm széles hornyot kell marnunk. Ezt horonymaróval, vagy szorosan egymás mögé fúrt lyuksor átvésésével készíthetjük el. A horony oldalai simák legyenek. A csavarokat az asztallap alja felől szereljük fel, a szárnyasanyák alá pedig tegyünk egy-egy alátétet.
A kész pótasztalt most már a gépállványra téve próbáljuk is ki. A fúrógépbe fogjunk egy nagyobb átmérőjű palástcsiszolót, majd a gépet annyira engedjük le, hogy a csiszolóhenger alsó éle 2-3 mm-rel az új tárgyasztal középső nyílásának pereme alatt legyen. Így biztosak lehetünk, hogy a munkadarab alsó élét is szintbe fogja csiszolni. Az anyagvezetéket olyan távolságba kell állítanunk, mint amilyen vastagságú lécet kívánunk készíteni. Ezt tolómérő segítségével a legkönnyebb beállítanunk. A szárnyasanyák meghúzása, és a gép bekapcsolása után, a vezetéklaphoz nyomva lassan toljuk a csiszolóhenger mellé a munkadarabot. A velünk szembe forgó palástcsiszoló - lassú előtolás mellett - szemcseméretétől függően akár 2 mm vastagságú anyagrész lecsiszolására is képes. A finomabb szemcséjűek azonban a szemcseméretükhöz mérten egyre vékonyabb anyagréteg lecsiszolására alkalmasak, anyagbeégés nélkül. Erre a káros mellékkörülményre főként az első időben nagyon ügyeljünk.
 Ha nagy a fogásmélység, és erővel toljuk előre az anyagot, akkor szinte biztos, hogy a fokozott súrlódás miatt be fog égni az anyag. Ez pedig káros, mert az ilyen foltokat csak újabb csiszolással tudjuk eltüntetni. A lemunkálás mértéke azonban a megmunkálandó faanyag keménységétől is függ. Ha fordulatszabályozós a fúrógépünk, akkor mindenképpen 2000 f/perc alatti fordulatot állítsunk be, keményfák esetében pedig még ennél is alacsonyabbat. Az előtolás mértéke pedig akkor jó, ha az kis erőhatással jár, a lemunkált anyag mennyiségének mértékét követi, de soha nem haladja meg. Az anyagot ezért soha ne toljuk erőszakolva a forgó csiszolóhengerhez, mert akkor csiszoláskor biztosan beégeti az anyagot.
Ha nagy a fogásmélység, és erővel toljuk előre az anyagot, akkor szinte biztos, hogy a fokozott súrlódás miatt be fog égni az anyag. Ez pedig káros, mert az ilyen foltokat csak újabb csiszolással tudjuk eltüntetni. A lemunkálás mértéke azonban a megmunkálandó faanyag keménységétől is függ. Ha fordulatszabályozós a fúrógépünk, akkor mindenképpen 2000 f/perc alatti fordulatot állítsunk be, keményfák esetében pedig még ennél is alacsonyabbat. Az előtolás mértéke pedig akkor jó, ha az kis erőhatással jár, a lemunkált anyag mennyiségének mértékét követi, de soha nem haladja meg. Az anyagot ezért soha ne toljuk erőszakolva a forgó csiszolóhengerhez, mert akkor csiszoláskor biztosan beégeti az anyagot.
Ha ezt szem előtt tartjuk, akkor a lassúbb munkamenetet ellensúlyozza a pontos méretű és teljesen sima felületű munkadarab.
A kész és már kipróbált pótasztal darabjainak a felületeit csiszoljuk simára, majd jól felhígított színtelenlakkal kétszer kenjük át, a közbenső finom csiszolást azonban ne mellőzzük. Az asztal felületei simák, de ne vastag bevonatúak legyenek.
A nagy felületű asztallapnak köszönhetően azonban nemcsak lécek, hanem nagyobb deszkák felületét is simára csiszolhatjuk, de ehhez is különféle finomságú csiszolótárcsákat kell használnunk. Sőt, huzalkefékkel akár durva, ún. rusztikus felületű darabok készítésére is lehetőségünk lesz. Munka közben azonban ajánlatos a porszívó használata, mert a csiszolás sok porral járó művelet, és ez mindenhová lerakódik. Ha pedig munka közben nem szívjuk el a port, legalább orrunk, szánk elé kössünk porvédő maszkot.
|
|
Csiszolóasztal állványos fúrógéphez
-

-

- |
-

- |
-

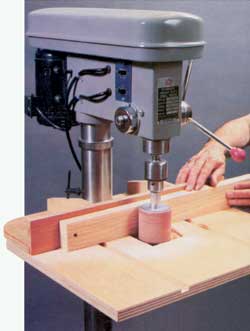 Az igényes munkához annál több segédeszközre van szükség, minél pontosabban szeretnénk dolgozni. A vastagsági méretek pontosítását azonban esetenként összevonhatjuk a felületek finomításával, ha fúrógépbe fogott palástcsiszolókat és a fúrógépünk állványához igazított pótasztalt használunk. Ez utóbbit azonban magunk is elkészíthetjük. Segítségével lécalkatrészeket pontosan alakíthatunk ki, ezen felül még ívelt élű darabok felületi finomítását is megkönnyíthetjük.
Az igényes munkához annál több segédeszközre van szükség, minél pontosabban szeretnénk dolgozni. A vastagsági méretek pontosítását azonban esetenként összevonhatjuk a felületek finomításával, ha fúrógépbe fogott palástcsiszolókat és a fúrógépünk állványához igazított pótasztalt használunk. Ez utóbbit azonban magunk is elkészíthetjük. Segítségével lécalkatrészeket pontosan alakíthatunk ki, ezen felül még ívelt élű darabok felületi finomítását is megkönnyíthetjük.
További érdekes cikkeinkről se maradsz le, ha követed az Ezermester Facebook oldalát, vagy előfizetsz a nyomtatott lapra, ahol folyamatosan újdonságokkal jelentkezünk!
 Cikk elejére
Cikk elejéreSzólj hozzá a cikkhez!
Be kell jelentkezned,
hogy hozzászólhass a cikkekhez!

![]()
![]() Ezermester, Facebook, vagy Google fiókkal is bejelentkezhetsz.
Ezermester, Facebook, vagy Google fiókkal is bejelentkezhetsz.

Home office DIY
Nem egyszerű egyik napról a másikra átalakítani otthonunkat univerzális élettérré, ahol a felnőttek dolgozni is tudnak, a gyerekek pedig tanulni is. Igaz, elsősorban az irodai munkákat tudjuk...

Egyedi dohányzóasztalok
A nappali szobákban a kedvelt dohányzóasztal kellő kreativitással több célú, egyedi bútordarabbá alakítható, újabb funkciókra is alkalmassá tehető. Például egy-két méretre készült ajtós...


Kapcsolat
| Hirdetés-Médiaajánlat
| Előfizetés
| Szerzői jogok
| Partnereink
| RSS
 | Ezermester Facebook
| Ezermester Facebook
![]()
© Ezermester 1957-2026 ezermester.hu ISSN 1587-1444