





.jpg "Ezermester 2026. májusi lapszám")
 A kötésekhez
szükséges csapfészkek kialakítása azonban csak látszólag egyszerű. Adott
mélységű és egymásra merőleges, egymás tengelyvonalában levő vakfuratok
szükségesek hozzá. Nos, ez utóbbi két feltétel teljesítése szokott a leginkább
gondokat okozni. A lyukak bejelölésével még nincs gond, a kifúrásuk alkalmával
viszont eltérhetünk a merőlegestől, és a lyukak sem mindig esnek egy vonalba. A
pontos csapfészek kialakításához ezért célszerű olyan segédeszközt
készítenünk, amely pontossá teszi a fészkek kifúrását. Mivel ritkán kapható
készen, most két ilyen sablon elkészítéséhez adunk tanácsokat.
A kötésekhez
szükséges csapfészkek kialakítása azonban csak látszólag egyszerű. Adott
mélységű és egymásra merőleges, egymás tengelyvonalában levő vakfuratok
szükségesek hozzá. Nos, ez utóbbi két feltétel teljesítése szokott a leginkább
gondokat okozni. A lyukak bejelölésével még nincs gond, a kifúrásuk alkalmával
viszont eltérhetünk a merőlegestől, és a lyukak sem mindig esnek egy vonalba. A
pontos csapfészek kialakításához ezért célszerű olyan segédeszközt
készítenünk, amely pontossá teszi a fészkek kifúrását. Mivel ritkán kapható
készen, most két ilyen sablon elkészítéséhez adunk tanácsokat.
Nagyon egyszerűen kialakítható az első helyezősablon (A), csupán egy 85 mm hosszú,
30x30 mm-es szögacél, és egy azonos hosszúságú, 5x8-10 mm-es laposvas szükséges
hozzá. Hátránya, hogy ez magát a fúrót csak helyezi, de nem vezeti meg. A
csapfészkek így pontosan egymás felett lesznek ugyan, de ügyességünktől függ, hogy
mennyire lesznek egytengelyűek. Ha bízunk a jó szemünkben és szakmai rutinunkban,
akkor ez is megfelel a céljainknak. A szögvasat szabjuk le, merőleges oldallapjait
pedig csiszoljuk simára.
Mivel munkáinkhoz általában 19 mm vastag anyagokat, de különféle vastagságú, 6, 8,
és 10 mm-es köldökcsapokat használunk a kötésekhez, a szükséges furatok
sarokéltől számított magasságát is ennek megfelelően jelöljük fel mindkét
oldallapra. Pontosabban az egyikre kénytelenek vagyunk pontosan 9,5 illetve 10,5 mm
magasságba feljelölni a lyukak helyező vonalát, mert ezekkel az anyagok élébe
fúrandó csapfészkek helyét határozzuk meg. A lyukak így nagyon közel kerülnek a
szomszédos szár alkotta belső sarokhoz. A másik szárnál ettől kissé eltérhetünk,
a lyukak középvonala itt a külső éltől 11,5 illetve 12,5 mm legyen. A lyukak
középpontját egymástól 20 mm-re, az oldalélektől pedig 11 mm-re jelöljük fel
talpas derékszög és pontozó segítségével. A szükséges lyukakat állványos
fúrógéppel fúrjuk ki, a szögvasat pedig csiszolt lapjával felfelé fogjuk
gépsatuba.
 A lyukhelyező
sablon aljára még célszerű egy ütközővasat is felerősítenünk, hogy könnyebb
legyen a használata. Ezt lehetőleg 5x8-10 mm-es laposvasból szabjuk le, majd két M3-as
csavarral fogassuk a fúrósablon aljára. A kész sablont próbaként szorítsuk fel egy
faforgácslapra, egy csavaros szorítóval, és jelöljük fel néhány csap helyét.
Fektessünk mögéje egy másik hulladék darabot, és fúrjuk ki a kellő mélységű
csapfuratokat. Ha megfelelő méretű köldökcsapot ütünk a lyukakba, akkor -
feltételezve, hogy pontosan fúrtuk ki a sablon lyukait - az összeillesztett
alkatrészeknek is pontosan egy síkba kell kerülniük. A sablon használatakor
természetesen mindig meg kell jegyeznünk, hogy 8-as, vagy 10-es lyukat, ill. 19, vagy 21
mm vastag anyagot használunk e. A helyezősablont válaszlapok beillesztéséhez is
használhatjuk, ám e művelethez szereljük le róla az ütközővasat.
A lyukhelyező
sablon aljára még célszerű egy ütközővasat is felerősítenünk, hogy könnyebb
legyen a használata. Ezt lehetőleg 5x8-10 mm-es laposvasból szabjuk le, majd két M3-as
csavarral fogassuk a fúrósablon aljára. A kész sablont próbaként szorítsuk fel egy
faforgácslapra, egy csavaros szorítóval, és jelöljük fel néhány csap helyét.
Fektessünk mögéje egy másik hulladék darabot, és fúrjuk ki a kellő mélységű
csapfuratokat. Ha megfelelő méretű köldökcsapot ütünk a lyukakba, akkor -
feltételezve, hogy pontosan fúrtuk ki a sablon lyukait - az összeillesztett
alkatrészeknek is pontosan egy síkba kell kerülniük. A sablon használatakor
természetesen mindig meg kell jegyeznünk, hogy 8-as, vagy 10-es lyukat, ill. 19, vagy 21
mm vastag anyagot használunk e. A helyezősablont válaszlapok beillesztéséhez is
használhatjuk, ám e művelethez szereljük le róla az ütközővasat.
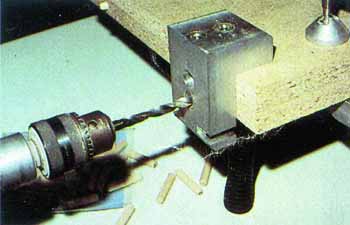 A másik
csaplyukfúró-sablon gyakorlatlanabbaknak való, mert ez már a fúrót is megvezeti, és
a kifúrt csapfészkek ezzel már biztosan merőlegesek lesznek. Az elkészítése viszont
elég fogós feladat, mivel egy 60x60x85 mm-es, jobb esetben két 25x60 mm-es alumínium
tömböt kell nagyon pontosan megmunkálni. Ehhez feltétlenül marós munka szükséges,
különben nem lesz kellően pontos maga a sablon. Az eredeti mintadarab betéthüvelyes,
a cserélhető betétek furatai azonban 8 és 10 mm-es csapfészkek kialakítását is
lehetővé teszik (1). A gépi megmunkálás költségei némileg csökkenthetők, ha
25x60 mm-es alumínium idomrudakból állítjuk össze a csapozó sablont, mert így csak
a tömbök két lapját és egy-egy élét kell merőlegesre maratnunk, a többi feladatot
magunk is elvégezhetjük. A betétcsöveket is mellőzhetjük, ha kétféle méretű
lyukkal is ellátjuk a sablont (B), és munka közben nem tartjuk ferdén magát a
fúrógépet. Mi ez utóbbi elkészítéséhez adunk rövid leírást.
A másik
csaplyukfúró-sablon gyakorlatlanabbaknak való, mert ez már a fúrót is megvezeti, és
a kifúrt csapfészkek ezzel már biztosan merőlegesek lesznek. Az elkészítése viszont
elég fogós feladat, mivel egy 60x60x85 mm-es, jobb esetben két 25x60 mm-es alumínium
tömböt kell nagyon pontosan megmunkálni. Ehhez feltétlenül marós munka szükséges,
különben nem lesz kellően pontos maga a sablon. Az eredeti mintadarab betéthüvelyes,
a cserélhető betétek furatai azonban 8 és 10 mm-es csapfészkek kialakítását is
lehetővé teszik (1). A gépi megmunkálás költségei némileg csökkenthetők, ha
25x60 mm-es alumínium idomrudakból állítjuk össze a csapozó sablont, mert így csak
a tömbök két lapját és egy-egy élét kell merőlegesre maratnunk, a többi feladatot
magunk is elvégezhetjük. A betétcsöveket is mellőzhetjük, ha kétféle méretű
lyukkal is ellátjuk a sablont (B), és munka közben nem tartjuk ferdén magát a
fúrógépet. Mi ez utóbbi elkészítéséhez adunk rövid leírást.
Miután a lehetőleg ötvözött alumínium tömbök oldalát és egy-egy rövidebb
lapját simára és merőlegesre marattuk, ezen felületeiket kell majd nekünk egymásra
erősítenünk. Először is a tömböket összefogó csavarok számára fúrjunk mély
süllyesztékű lyukakat, illetve a másik darabba M4-es meneteket. Ezt követően a 8,
és ha szükségesnek véljük, a 10 mm-es csapfuratok helyét jelöljük fel a
tömbökre. Ha csak egyféle méretű lyukakkal kívánjuk sablonunkat elkészíteni,
akkor e lyukak a hosszanti középfelezőre kerüljenek.
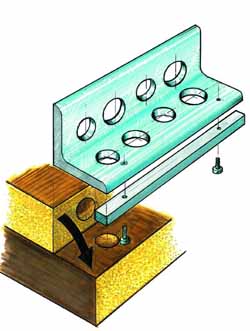 Csavarozzuk össze a két
darabot, majd fémderékszög segítségével pontosan karcoljuk fel a mart oldalaira a
lyuksor(ok) hosszanti középvonalát, amelyek a szélektől 30, ill. 20-20 mm-re
legyenek. Következhet a lyukközepek pontos kijelölése. Kiindulási alapunk a mart
felületű oldallapok alkotta sarok legyen. A saroktól kiindulva mérjünk fel a
rövidebb darabra 9,5 mm-t, míg a mellette lévő felületre ugyancsak 9,5, majd 28,5
mm-t. A lyukak kifúrását állványos fúrógéppel végezzük el, és az egyik lyuksor
8, a másik pedig 10 mm átmérőjű legyen. A pontosság érdekében az előfúrt
lyukakat bővítsük a kívánt méretűre, és a munkadarabokat gépsatuba szorítva
fúrjuk ki. (Eredetileg lágyacélból esztergált szűkítő hüvelyek oldották meg a
csapfészkek méretváltoztatását, ez azonban kissé költséges megoldásnak
bizonyult.) A sablon szárait rögzítő, lehetőleg belső kulcsnyílású, csavarokat
lazítsuk fel, cseppentsünk közéjük kevés pillanatragasztót, majd újból húzzuk
szorosra.
Csavarozzuk össze a két
darabot, majd fémderékszög segítségével pontosan karcoljuk fel a mart oldalaira a
lyuksor(ok) hosszanti középvonalát, amelyek a szélektől 30, ill. 20-20 mm-re
legyenek. Következhet a lyukközepek pontos kijelölése. Kiindulási alapunk a mart
felületű oldallapok alkotta sarok legyen. A saroktól kiindulva mérjünk fel a
rövidebb darabra 9,5 mm-t, míg a mellette lévő felületre ugyancsak 9,5, majd 28,5
mm-t. A lyukak kifúrását állványos fúrógéppel végezzük el, és az egyik lyuksor
8, a másik pedig 10 mm átmérőjű legyen. A pontosság érdekében az előfúrt
lyukakat bővítsük a kívánt méretűre, és a munkadarabokat gépsatuba szorítva
fúrjuk ki. (Eredetileg lágyacélból esztergált szűkítő hüvelyek oldották meg a
csapfészkek méretváltoztatását, ez azonban kissé költséges megoldásnak
bizonyult.) A sablon szárait rögzítő, lehetőleg belső kulcsnyílású, csavarokat
lazítsuk fel, cseppentsünk közéjük kevés pillanatragasztót, majd újból húzzuk
szorosra.
Következhet a csavaros szorítógyám és fészkének a kialakítása. Anyaga 8x40 mm-es
laposvas, amelybe előbb fűrésszel, majd reszelővel munkáljunk 20x25 mm-es nyílást.
A darab átellenes végét kerekítsük le, és fúrjunk bele M8-as menetet. A csavaros
szorító M8-as menetes rúdból leszabott, 60-80 mm hosszú darab, amelyet műgyanta
ragasztóval rögzítsünk egy szerszámnyélbe. A szorítógyám számára azonban a
sablon alsó részébe is fészket kell készítenünk. Az oldalélek felől, 16 mm-re,
fúrjunk egy-egy 8 mm-es lyukat, majd befűrészelve nagyoljuk elő a két nyílást,
amelyeket reszelve alakítsunk pontos méretre. A szorítógyám szárainak szorosan kell
illeszkedni a kimunkált fészekbe. Most már csak a szorító csavarorsójára kell egy
fa, vagy műanyaghüvelyt húznunk, és máris kipróbálhatjuk a csapozó sablonunkat.
Él-lap kötésnél a két alkatrészt fektessük egymásra, és csavaros szorítókkal
fogassuk is össze. A fúrósablont a szorítógyámmal rögzítsük a megadott
csaphelyekre, majd az alsó lap élébe, a másiknak pedig a lapjába fúrjunk
csapfészkeket (2). A gépet könnyű egyenesbe tartani, mert a sablon lyukai jól
megvezetik a fúrót. Ha a furatok mélysége megfelelő, a darabok tökéletesen
merőlegesek és egysíkúak lesznek (3). Válaszfalak beépítéséhez előbb jelöljük
be a csapok középvonalát, mögé pedig 53,5 mm-re a válaszlapot, lefektetve, csavaros
szorítókkal összefogva. A sablon segítségével most is gyorsan kifúrhatjuk a
csapfészkeket (4), legfeljebb az élbe fúrtakhoz kell hosszú szárú csigafúrót
használnunk. A csapozás most is tökéletesen merőleges (5), a csapfészkek pedig
pontosan egytengelyűek lesznek (6).
E két fúrósablon leírásával remélhetően megkönnyítettük azon olvasóink
munkáját, akik eddig ódzkodtak a köldökcsapos kötésektől, amelyek viszont
alapvetően szükségesek a bútoralkatrészek korrekt összeerősítéséhez.
|
|
Fúrósablon köldökcsapozáshoz
-

-

- |
-

- |
-

A különféle faszerkezeti kötések közül még ma is sok barkácsoló a köldökcsapozást alkalmazza legtöbbször. Különösen kisebb-nagyobb bútordaraboknál nagyon előnyös ez a módszer, mert a kötőelemként használt csapok kellő szilárdságot biztosítanak a többnyire él-lap kötésben összeragasztott elemek között, a csapok pedig láthatatlanok maradnak.
További érdekes cikkeinkről se maradsz le, ha követed az Ezermester Facebook oldalát, vagy előfizetsz a nyomtatott lapra, ahol folyamatosan újdonságokkal jelentkezünk!
 Cikk elejére
Cikk elejéreSzólj hozzá a cikkhez!
Be kell jelentkezned,
hogy hozzászólhass a cikkekhez!

![]()
![]() Ezermester, Facebook, vagy Google fiókkal is bejelentkezhetsz.
Ezermester, Facebook, vagy Google fiókkal is bejelentkezhetsz.

Egylépcsős fúrás vasbetonba
A világ 30 legnagyobb vállalata közt helyet foglaló Hitachi-nak csupán az egyik üzletága a kéziszerszámgép gyártás, ám a 10 éve a hazai piacon is elérhető gépek minősége, megbízhatósága hamar...

Bi-metál, önfúró, NONOX lemezcsavarok
Acél- vagy alumínium-profilok és szendvicspanelek, acél-vagy alumínium-szerkezetekre történő szereléséhez.


Kapcsolat
| Hirdetés-Médiaajánlat
| Előfizetés
| Szerzői jogok
| Partnereink
| RSS
 | Ezermester Facebook
| Ezermester Facebook
![]()
© Ezermester 1957-2026 ezermester.hu ISSN 1587-1444