






.jpg "Ezermester 2026. májusi lapszám")



 Az egyenes és gyors vágások specialistái a körfűrészek. Ezt a feladatukat azonban csak akkor teljesíthetik, ha a gépet megfelelően használja a tulajdonosa. Ehhez pedig ismerni kell magát a feladatot, és a gép adottságainak kihasználásához megfelelő körülményeket is meg kell teremteni. Aki ezt nem teszi meg, annak az utólagos korrigálással több problémát is meg kell oldania.
Az egyenes és gyors vágások specialistái a körfűrészek. Ezt a feladatukat azonban csak akkor teljesíthetik, ha a gépet megfelelően használja a tulajdonosa. Ehhez pedig ismerni kell magát a feladatot, és a gép adottságainak kihasználásához megfelelő körülményeket is meg kell teremteni. Aki ezt nem teszi meg, annak az utólagos korrigálással több problémát is meg kell oldania. Általános vágási követelmények
Ha kellően ismerjük a körfűrészünk adottságait, azt is tudjuk, hogy milyen vastagságú anyagok vágására alkalmas. A fűrésztárcsának maximális vágásmélységben is legalább 1,5 fogmagasságban ki kell állnia az anyag teljes vastagságból, hogy a fogak vágáskor ideális 45 fokban hatolhassanak a vágandó anyagba. Ezt 45 fokos ferde vágásoknál is ajánlatos figyelembe venni. A beállítását a géptalp emelésével, illetve süllyesztésével lehet szabályozni. Lehetőleg azonban teljesen leengedett talppal célszerű dolgozni, mert így a fogaknak viszonylag kisebb vastagságú anyagot kell átvágnia.
A másik alapszabály, hogy a megmunkált anyagot mindig szilárdan a munkaasztalhoz kell rögzíteni, hogy a gép előtolásakor ne mozdulhasson el. Az is magától értetődő, hogy fűrészeléskor kerülni kell a túlzott előtolást. Ez a gép motorját és a tárcsát is feleslegesen túlterheli, és anyagbeégéseket, a fogak idő előtti kopását okozhatja. A megfelelő fordulatszám megválasztása - ha lehetséges - sem lényegtelen, azt mindig az anyag keménységéhez kell igazítani, és az előtolás mértékének is ehhez kell igazodnia. Már a fűrészelés elején lehet érezni, hogy mikor dolgozik könnyen, erőlködés nélkül a tárcsafűrész, ami a teljesítményéhez mérten elvárható tőle. Egy nagyobb teljesítményű, 1200 W-os géppel természetesen hatékonyabban lehet dolgozni, mint egy szerény 550 W-os tárcsafűrésszel.
Minden vágásnál kell a megvezetés
 A tárcsafűrésszel a talp megvezetése nélkül is lehet vágni, ám az eredmény többnyire enyhén hullámos vágási felület lesz. Még akkor is, ha a géptalp elején levő - gyakran pontatlan - vágásjelzőt a jelölési vonalon tartjuk. A korszerű gépek lézersugaras vágáskijelzőjét is csak gyakorlati próbák után célszerű figyelembe venni.
A tárcsafűrésszel a talp megvezetése nélkül is lehet vágni, ám az eredmény többnyire enyhén hullámos vágási felület lesz. Még akkor is, ha a géptalp elején levő - gyakran pontatlan - vágásjelzőt a jelölési vonalon tartjuk. A korszerű gépek lézersugaras vágáskijelzőjét is csak gyakorlati próbák után célszerű figyelembe venni.
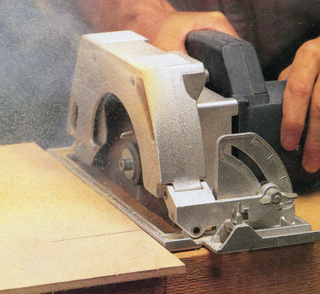
Az igazán egyenes vágásokhoz - különösen a hosszabbakhoz - a gép talpát korrektül meg kell vezetni. E célra megfelel egy, a munkadarabra rögzíthető, egyenes élű léc, vagy fém vezetősín, ezek híján meg a gép talpára erősíthető párhuzamvezető is. Ez utóbbi azonban csak akkor használható, ha a leszabandó anyag széle is teljesen egyenes. Használatakor visszafogott előtolás a célravezető, mert az oldalvezetőt előtolás közben állandóan a bázisélhez kell szorítani, és a legkisebb eltérés is módosítja a vágásvonalát. Közben pedig még a géptalp teljes felfekvésére is ügyelni kell. A lécvezeték is csak akkor biztosít egyenes vágásélt, ha a gép talpa mindig szorosan a vezeték mellé szorítva halad előre. A vezetékek mindig csak a motorral szembeni oldalra kerülhetnek, mert a motorburkolat alatt csak az alacsony fém vezetőlécek férnek el.
 Arra is nagyon kell ügyelni, hogy a gép talpa a vágandó anyag teljes felületén feküdjön fel. A leeső részt ajánlatos alá fogott lappal alulról megtámasztani, különben a lebillenő rész a sarkon kitörheti az anyagot. A vezető lécek mindig egy-egy talpnyival hosszabbak legyenek a munkadarabnál, hogy már a kezdővágáskor megvezessék a gép talpát.
Arra is nagyon kell ügyelni, hogy a gép talpa a vágandó anyag teljes felületén feküdjön fel. A leeső részt ajánlatos alá fogott lappal alulról megtámasztani, különben a lebillenő rész a sarkon kitörheti az anyagot. A vezető lécek mindig egy-egy talpnyival hosszabbak legyenek a munkadarabnál, hogy már a kezdővágáskor megvezessék a gép talpát.
A vágási él merőlegessége sem lényegtelen, amit nemcsak a tárcsa skála szerinti merőlegesbe állításával, hanem talpas derékszöggel is célszerű ellenőrizni. Egyes gépek préselt lemez szögbeállítói sajnos nem elég pontosak, vágás közben elmozdulhatnak, ezért a rögzítő csavart mindig alaposan meg kell szorítani a vágás megkezdése előtt. A tárcsa merőlegességét ezt követően is ajánlatos ellenőrizni. Az öntött alumínium talpú gépeken ilyen hibák ritkán fordulhatnak elő.
A ferde vágások kritikusak
 Az élek ferdeszögben történő vágása mindig fogós feladat, ám sarkos illesztéseknél ez mégis szükséges művelet. Első teendő a tárcsa nagyon pontos szögbe állítása. Ez akár a talp felületére helyezett, vastag kartonból kivágott sablonnal is ellenőrizhető. Különösen, ha nem a szokásos szögértékű vágásra van szükség. A tárcsa beállított helyzetének szilárd rögzítése természetesen fontos momentum.
Az élek ferdeszögben történő vágása mindig fogós feladat, ám sarkos illesztéseknél ez mégis szükséges művelet. Első teendő a tárcsa nagyon pontos szögbe állítása. Ez akár a talp felületére helyezett, vastag kartonból kivágott sablonnal is ellenőrizhető. Különösen, ha nem a szokásos szögértékű vágásra van szükség. A tárcsa beállított helyzetének szilárd rögzítése természetesen fontos momentum.
Az éles leszabás előtt ajánlatos egy próba vágást végezni és annak vágási szögét is ellenőrizni kell. A vágásvonal ragasztószalaggal lefedett részre kerüljön, amely megakadályozza a vágási szélek túlzott szálkásodását, kitöredezését. A vágás mindig a színoldal felöl történjen. A gép talpát természetesen most is egzaktul meg kell vezetni. A 45 fokos vágásoknál a levágott részeket merőlegesen egymásra illesztve derékszöggel ellenőrizhető a gérvágás pontossága.
A méretpontosság fontos
 A vágott élek egyenessége, vagy szöghelyessége mellett a leszabott darabok méretpontossága ugyanilyen fontosságú. Itt bizony nagyon mellé lehet fogni. Ismerni kell a tárcsa vágásszélességét és a szélső fogak, valamint a talp széle közötti távolságot. Jelölési vonalon soha, csak mellette szabad vágni, mégpedig úgy, hogy a vágási horony a leeső darab felé essen. Ennek érdekében a vezetőlécet a jelölési vonaltól olyan távolságban kell rögzíteni, amekkora a tárcsa és a talp széle közötti távolság. Ez a vezetőléc mellé helyezett gép tárcsájával, illetve egyik fogának szélével ellenőrizhető.
A vágott élek egyenessége, vagy szöghelyessége mellett a leszabott darabok méretpontossága ugyanilyen fontosságú. Itt bizony nagyon mellé lehet fogni. Ismerni kell a tárcsa vágásszélességét és a szélső fogak, valamint a talp széle közötti távolságot. Jelölési vonalon soha, csak mellette szabad vágni, mégpedig úgy, hogy a vágási horony a leeső darab felé essen. Ennek érdekében a vezetőlécet a jelölési vonaltól olyan távolságban kell rögzíteni, amekkora a tárcsa és a talp széle közötti távolság. Ez a vezetőléc mellé helyezett gép tárcsájával, illetve egyik fogának szélével ellenőrizhető.
Ferde vágásnál mindig a darab külső méretére kerüljön a jelölés, és ehhez igazodó távolságba a vezetőléc. A fogak pontos helye, azaz a vágás vonala most is a vezeték mellé illesztett géptalppal, illetve a tárcsa fogának a szélével ellenőrizhető. A tárcsa szögbeállítását pedig a fent említett módon szögsablonnal célszerű ellenőrizni.
A vágást mindig lassan, a gép talpát az alapfelületre fektetve kezdjük el, és lassú előtolással folytassuk. Több azonos méretű darab leszabásához célszerű lécekből összeállított helyező és megvezető lécet is magában foglaló sablont készíteni a munka gyorsítása érdekében.
Hornyok is készíthetők tárcsafűrésszel A tárcsafűrészgép ugyan hosszvágásokra készül, ám némi leleményességgel hornyok készítésére is alkalmas. Ez ugyan a felsőmaró "szakterülete", de ennek híján a fűrészgép is képes ilyen feladatok elvégzésére. |
 Ilyen esetekben a fűrésztárcsa csak a kívánt horonymélységig nyúlik a talp alá, a gép talpát pedig a szokásos módon kell megvezetni. Lapanyagok felszínébe akár a szélétől 5 mm-re is készíthető hosszában végig futó horony, amelynek szélességét a vezetőléc megfelelő mértékű áthelyezésével egy második fogással lehet szélesíteni. Bár ez kényes művelet, kellő körültekintéssel megoldható. A lényeg, hogy mivel a vezetőlécet a motorral szembeni oldalra kell erősíteni, a lefogott munkadarab mellé azonos vastagságú anyagot kell erősíteni, és a vezetőlécet erre kell rögzíteni. A horony kifűrészelése most már nem okoz gondot, a horonyszélek épségét pedig ragszalaggal lefedve lehet megóvni a kipattogzásoktól.
Ilyen esetekben a fűrésztárcsa csak a kívánt horonymélységig nyúlik a talp alá, a gép talpát pedig a szokásos módon kell megvezetni. Lapanyagok felszínébe akár a szélétől 5 mm-re is készíthető hosszában végig futó horony, amelynek szélességét a vezetőléc megfelelő mértékű áthelyezésével egy második fogással lehet szélesíteni. Bár ez kényes művelet, kellő körültekintéssel megoldható. A lényeg, hogy mivel a vezetőlécet a motorral szembeni oldalra kell erősíteni, a lefogott munkadarab mellé azonos vastagságú anyagot kell erősíteni, és a vezetőlécet erre kell rögzíteni. A horony kifűrészelése most már nem okoz gondot, a horonyszélek épségét pedig ragszalaggal lefedve lehet megóvni a kipattogzásoktól. Cikk elejére
Cikk elejére



